劉 光1*,文 樺2,徐啟杰3
1.駐馬店職業(yè)技術(shù)學(xué)院機(jī)電工程系,駐馬店 463000;2.黃淮學(xué)院信息工程學(xué)院,駐馬店 463000;3.黃淮學(xué)院 化學(xué)工程學(xué)院,駐馬店 463000
摘要:針對傳統(tǒng)的ABS塑料電鍍生產(chǎn)線自動化程度偏低、適用性差、生產(chǎn)成本較高和維護(hù)管理難度大等問題,設(shè)計(jì)開發(fā)了以S7-1200PLC和博途TIA Portal為核心的ABS塑料電鍍生產(chǎn)全自動控制系統(tǒng)。利用S7-1200PLC設(shè)計(jì)主、從站控制系統(tǒng),通過主站監(jiān)控和管理電鍍生產(chǎn)過程,以及從站輸出控制電鍍設(shè)備。在博途TIA Portal平臺上設(shè)計(jì)上位機(jī)操作面板和PLC控制程序,既滿足不同形狀規(guī)格、牌號和用途的ABS塑料制件的電鍍生產(chǎn)需求,又為工藝人員提供易于操作、維護(hù)和管理的應(yīng)用功能。實(shí)際調(diào)試表明,所設(shè)計(jì)的系統(tǒng)能按照電鍍工藝設(shè)定輸出控制信號、反饋生產(chǎn)數(shù)據(jù),實(shí)現(xiàn)了對電鍍生產(chǎn)流程和工藝條件的高效監(jiān)控。
關(guān)鍵詞:ABS塑料;電鍍;PLC;TIA Portal;控制系統(tǒng)
ABS塑料易于加工成型,其制品具有質(zhì)量輕、強(qiáng)度高、表面光潔、抗蠕變能力強(qiáng)等諸多優(yōu)點(diǎn),經(jīng)適當(dāng)?shù)碾婂兲幚砟艽蠓纳艫BS塑料制品的硬度和耐磨性,特別適用于汽車、儀器儀表、電子電器等領(lǐng)域配件的裝飾性與功能性需求。由于電鍍工業(yè)化特征顯著,以人工操作為主的傳統(tǒng)電鍍生產(chǎn)線自動化程度較低,電鍍產(chǎn)品的質(zhì)量容易受到工藝人員技術(shù)水平等因素影響。針對特定的工藝條件和生產(chǎn)流程,部分生產(chǎn)線利用成本低、操作簡單和運(yùn)行可靠的PLC系統(tǒng)對電鍍生產(chǎn)過程進(jìn)行自動化升級改造,通過PLC和觸摸屏精確控制鍍液配方與工藝參數(shù),從而提高產(chǎn)品質(zhì)量和經(jīng)濟(jì)效益[1-4]。然而,對于ABS塑料電鍍生產(chǎn),自動控制系統(tǒng)的實(shí)現(xiàn)及其應(yīng)用性能不僅與電鍍工藝條件和生產(chǎn)流程有關(guān),還受電鍍設(shè)備、輔助機(jī)電設(shè)施和現(xiàn)場環(huán)境等因素影響[5-6]。若電鍍生產(chǎn)線按非標(biāo)設(shè)備定制,成套系統(tǒng)交付周期長、投入成本高,真正投入電鍍生產(chǎn)前還需要經(jīng)過長時(shí)間反復(fù)論證和調(diào)試,企業(yè)承擔(dān)很大的資金回收風(fēng)險(xiǎn),因此需要設(shè)計(jì)通用性、模塊化、可移植擴(kuò)展能力強(qiáng)的電鍍生產(chǎn)線自動控制系統(tǒng)。
在工業(yè)控制領(lǐng)域,相對于傳統(tǒng)的PLC系統(tǒng),博途TIA Portal和S7-1200PLC集成了通用的編程語言和網(wǎng)絡(luò)通訊接口,模塊化S7-1200PLC和分布式I/O配置幾乎滿足所有自動化控制系統(tǒng)要求,具有成本低、配置靈活可靠、維護(hù)簡單、安裝和擴(kuò)展方便等優(yōu)點(diǎn)。因此,在S7-1200PLC硬件和博途TIA Portal軟件基礎(chǔ)上,聯(lián)合開發(fā)滿足不同ABS塑料制件電鍍生產(chǎn)需求的全自動化控制系統(tǒng)。建立S7-1200PLC主、從站系統(tǒng),由主站監(jiān)控管理電鍍生產(chǎn)過程,從站輸出控制電鍍設(shè)備。設(shè)計(jì)易于操作、監(jiān)控、維護(hù)和高效管理的上位機(jī)操作面板與S7-1200PLC自動化控制軟件,方便工藝人員根據(jù)ABS塑料制件電鍍需求在線設(shè)置工藝參數(shù),并實(shí)現(xiàn)對電鍍生產(chǎn)過程和工藝條件的全程自動化監(jiān)控和管理。
1 ABS塑料電鍍生產(chǎn)線總體構(gòu)成
不同形狀規(guī)格、牌號和用途的ABS塑料制件所需的電鍍工藝不同,對應(yīng)的工藝條件和生產(chǎn)流程差異也較大。通常,ABS塑料電鍍工藝包括塑料表面金屬化前處理和電鍍兩部分,先對塑料基體進(jìn)行表面除油、粗化等處理,再利用膠體鈀活化使基體表面均勻吸附鈀液,通過解膠去除表層鈀液吸附的錫(II)離子,然后以鈀核為活化中心,進(jìn)行化學(xué)鍍鎳,最后再根據(jù)塑料制件的使用要求進(jìn)行裝飾性或功能性電鍍。ABS 塑料電鍍生產(chǎn)線包括超聲波清洗機(jī)、工位槽、行車、電控、管道、通風(fēng)等設(shè)備,如圖1所示。根據(jù)ABS塑料電鍍的自動控制要求,工位槽按生產(chǎn)流程進(jìn)行雙排布置,工藝分為 S1~S20、Y1(清洗)等模塊控制位,各工位槽間塑料制件輸送和停靠時(shí)間控制由行車S20負(fù)責(zé),工位槽自動加液、槽內(nèi)工件位置檢測、溫度、pH和電流密度等調(diào)節(jié)則由對應(yīng)的控制位S1~S19實(shí)現(xiàn)。
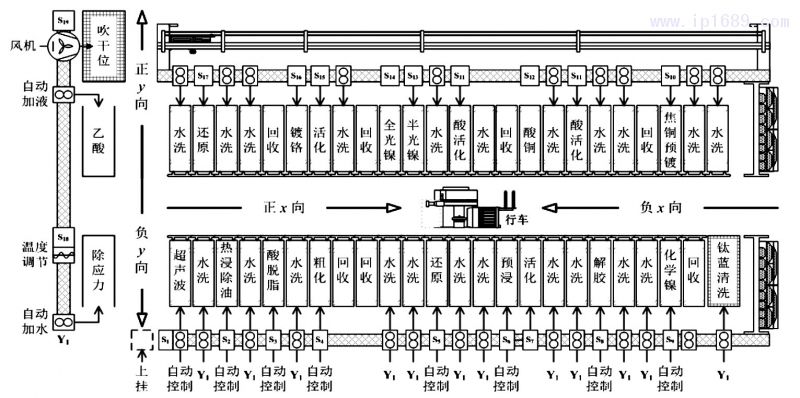
圖1 ABS塑料電鍍生產(chǎn)線總體構(gòu)成
行車S20采用模塊化結(jié)構(gòu)設(shè)計(jì),主要用于塑料制件的橫移行走(x 和 y 向,M3電機(jī))、升降(z 向,M2電機(jī))和回轉(zhuǎn)(M1電機(jī))控制,如圖2所示。行車吊鉤具有防脫落觸突結(jié)構(gòu),避免掛具在生產(chǎn)過程中脫落;吊鉤能隨橫梁在M1電機(jī)作用下回轉(zhuǎn),以適應(yīng)雙排工位槽的電鍍生產(chǎn)要求;吊鉤下方配備接水盤,避免塑料制件帶出的電鍍液對車間地面腐蝕和污染;各工位槽電鍍停靠時(shí)間由M2電機(jī)控制吊鉤升降實(shí)現(xiàn)。行車S20起始位為上掛具點(diǎn)(圖1),先沿y向橫移完成殘余應(yīng)力消除,然后按正x向橫移實(shí)現(xiàn)塑料表面金屬化前處理,再通過橫梁回轉(zhuǎn),沿負(fù)x向橫移實(shí)現(xiàn)光亮鎳、鍍鉻等電鍍加工,最后經(jīng)清洗、吹干后完成對塑料制件的自動化電鍍控制。
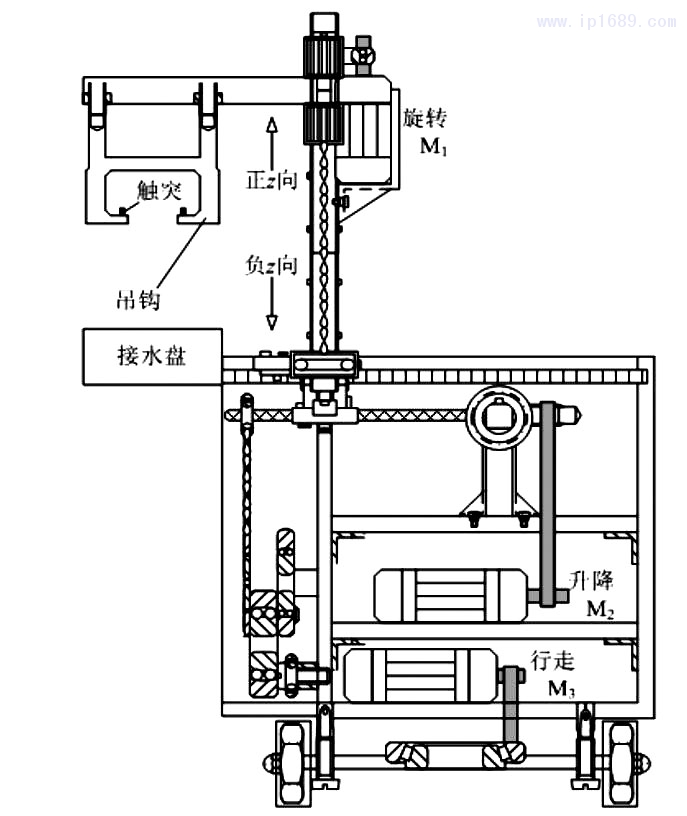
圖2 電鍍行車基本結(jié)構(gòu)
2 硬件設(shè)計(jì)
2.1 PLC系統(tǒng)設(shè)計(jì)
控制位S1~S20、Y1分別對應(yīng)于ABS塑料電鍍生產(chǎn)線不同的工藝環(huán)節(jié):首先根據(jù)I/O數(shù)量以及工位槽對加液、槽內(nèi)工件位置檢測、溫度、pH和陰極電流密度等不同控制要求,將S1~S20、Y1各工藝環(huán)節(jié)分屬于不同的PLC分布式I/O從站,再通過高性能的以太網(wǎng)通訊將控制信號上傳到PLC主站和上位機(jī),然后根據(jù)ABS塑料制件的形狀規(guī)格、牌號和用途,設(shè)置各控制位的工藝參數(shù),再由PLC主站執(zhí)行,實(shí)現(xiàn)ABS塑料電鍍生產(chǎn)線的自動化控制。
主、從站S7-1200PLC控制系統(tǒng)結(jié)構(gòu)如圖3所示,PLC以CP-U1214C為核心開發(fā),利用集成的Profinet工業(yè)以太網(wǎng)接口實(shí)現(xiàn)Profibus、RS232/RS485等通訊服務(wù),兼容電鍍生產(chǎn)線超聲波清洗、工位槽溫度控制、行車、鉻霧通風(fēng)回收、電鍍(半光鎳、全光鎳和鍍鉻)電源等機(jī)電設(shè)備的在線監(jiān)控接口。主站S7-1200PLC板載14/10點(diǎn)數(shù)字量輸入/輸出、2點(diǎn)模擬量輸入,本地?cái)U(kuò)展16/16點(diǎn)SM1223數(shù)字量輸入/ 輸出,用于本地操作臺上電、急停、復(fù)位、自動/手動控制、S1~S20各控制位調(diào)試按鈕等數(shù)字信號輸入,故障和運(yùn)行狀態(tài)指示燈等數(shù)字信號輸出。
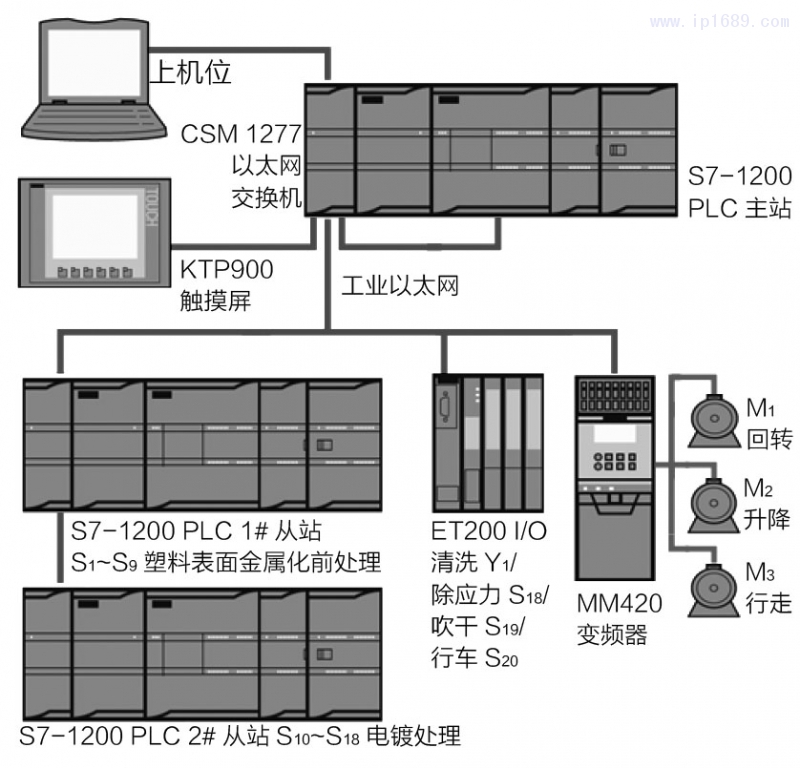
圖3 控制系統(tǒng)總體結(jié)構(gòu)
主站S7-1200PLC通過2臺以太網(wǎng)交換機(jī)CSM1277與上位機(jī)、KTP900觸摸屏、S7-1200PLC#1和#2從站、分布式I/O單元ET-200SP、行車控制變頻器MM420等設(shè)備建立工業(yè)控制網(wǎng)絡(luò),接受上位機(jī)或觸摸屏對各控制位電鍍工藝參數(shù)的在線設(shè)置,通過主站S7-1200PLC調(diào)度從站PLC、分布式I/O和變頻器等機(jī)電設(shè)備,從而滿足不同ABS塑料制件的電鍍生產(chǎn)和工藝條件需求。
2.2 工位槽控制系統(tǒng)設(shè)計(jì)
與其他設(shè)備相比,工位槽直接面向不同的電鍍過程,對其控制系統(tǒng)設(shè)計(jì)更能體現(xiàn)S7-1200PLC的通用性、模塊化和可移植擴(kuò)展能力。對于圖1所示的ABS塑料電鍍生產(chǎn)線,各工位槽控制參數(shù)主要包括:①控制臺S1~S20調(diào)試開關(guān)SB,工位槽和儲液槽液位上限H、下限L位置開關(guān)SQ等數(shù)字量輸入。②加液、過濾和水洗噴淋等泵組繼電器KM,超聲波、通風(fēng)機(jī)、溫度和電源控制等設(shè)備繼電器KM,正常運(yùn)行和異常報(bào)警指示燈HL等數(shù)字量輸出。③電鍍液溫度和pH,焦銅、光亮鎳和鍍鉻等過程電壓和電流,加液泵流量等模擬量輸入。
以焦銅S10工位槽為例,PLC硬件系統(tǒng)的接線原理如圖4所示。分別在#2從站S7-1200PLC基礎(chǔ)上擴(kuò)展1塊SM1222數(shù)字量輸出和SM1231模擬量輸入模塊,實(shí)時(shí)監(jiān)測焦銅S10工位槽的數(shù)字(開關(guān)SB和液位SQ 等)和模擬(溫度、pH、電鍍電源等IWI)信號,由#2從站按工藝條件在線處理監(jiān)測信號,自動控制設(shè)備或泵組繼電器KM、指示燈HL等狀態(tài)。
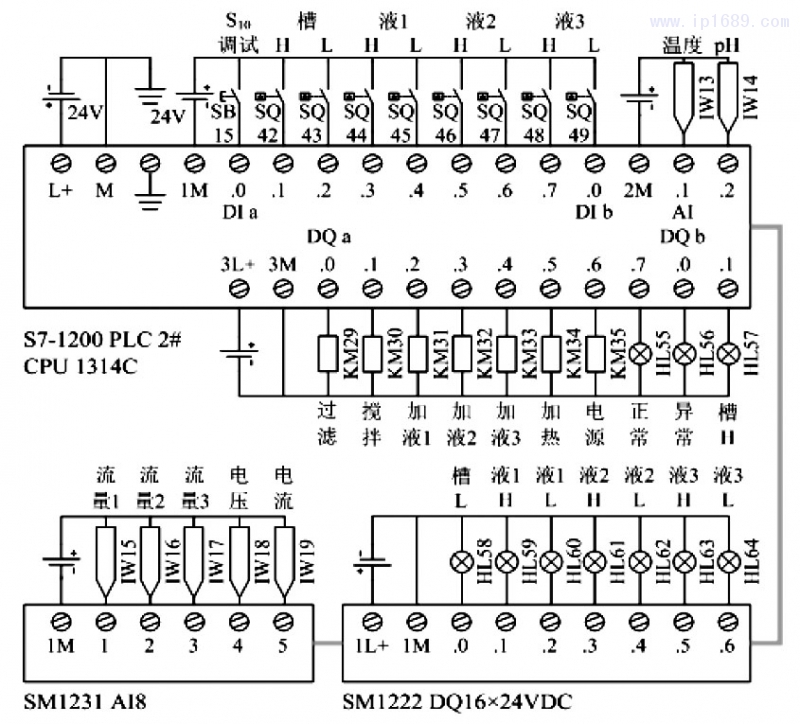
圖4 PLC端子接線(焦銅S10工位槽)
2.3 行車控制系統(tǒng)設(shè)計(jì)
為避免掛具或工件掉落,在各工位槽間高效、平穩(wěn)轉(zhuǎn)移ABS塑料制件,電鍍行車M1回轉(zhuǎn)、M2升降和M3橫移行走采用一臺MM420變頻器進(jìn)行控制,如圖5所示。

圖5 電鍍行車控制電路
當(dāng)行車上掛后,本地操作臺或操作面板選擇自動運(yùn)行 ,MM420變頻器和調(diào)速繼電器組KM71~KM73控制行車動作,根據(jù)限位開關(guān)的位置輸入,利用開環(huán)直接控制ABS塑料制件在工位槽的位置和停靠時(shí)間。同時(shí),#1、#2 從站也對槽內(nèi)有無工件進(jìn)行檢測,利用閉環(huán)反饋間接驗(yàn)證行車位置和ABS塑料制件停靠時(shí)間是否滿足工藝條件和生產(chǎn)流程的參數(shù)設(shè)定。當(dāng)選擇手動運(yùn)行,按工藝條件和生產(chǎn)流程控制正速繼電器組KM61~KM63,分別實(shí)現(xiàn)行車的M1回轉(zhuǎn)、M2升降和M3橫移行走控制。
3 軟件設(shè)計(jì)
3.1 上位機(jī)操作面板
由于S7-1200PLC主、從站系統(tǒng)采用工業(yè)以太網(wǎng)通信,而超聲波清洗、鉻霧通風(fēng)回收和電鍍電源等設(shè)備采用串口通信(RS232/RS485),為了能在同一控制平臺上實(shí)現(xiàn)ABS塑料電鍍生產(chǎn)線的集中監(jiān)控和高效管理,縮短開發(fā)周期、降低設(shè)計(jì)成本,電鍍線操作面板和自動化控制軟件分別在博途TIA Portal集成平臺上利用WinCC和STEP7編程軟件開發(fā)。
對于上位機(jī)操作面板,一方面需要提供直觀、準(zhǔn)確和實(shí)時(shí)的電鍍工藝參數(shù)與故障信息,另一方面具有良好的可操作性,方便工藝人員在線設(shè)置工藝參數(shù)和高效管理電鍍生產(chǎn)流程。考慮ABS塑料電鍍生產(chǎn)的實(shí)際需求,上位機(jī)操作面板如圖6所示,操作菜單包含主界面、電鍍工藝進(jìn)程、I/O狀態(tài)、數(shù)據(jù)記錄、報(bào)警記錄、工藝選擇和系統(tǒng)設(shè)置等選項(xiàng)。
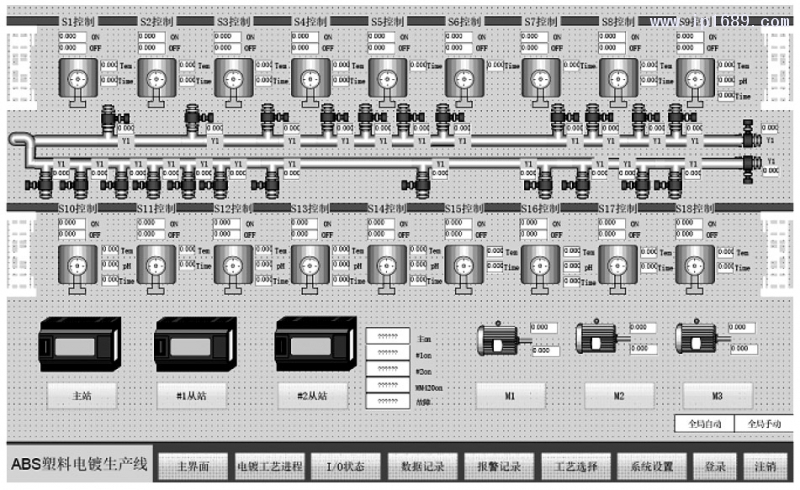
圖6 上位機(jī)操作面板
主界面可通過WinCC直接創(chuàng)建,利用內(nèi)部多種功能控件和定義的關(guān)聯(lián)變量提供現(xiàn)場電鍍設(shè)備直觀的電鍍工藝流程和控制位信息,實(shí)時(shí)顯示各工位槽、行車和控制閥組等設(shè)備的狀態(tài)參數(shù)。電鍍工藝進(jìn)程用于在線記錄S7-1200PLC主、從站設(shè)備的I/O狀態(tài),實(shí)時(shí)監(jiān)視生產(chǎn)數(shù)據(jù)和系統(tǒng)故障,為定量和定性分析工藝條件和生產(chǎn)流程對電鍍質(zhì)量的影響提供數(shù)據(jù)支持。工藝選擇可用于在線設(shè)置和存儲不同形狀規(guī)格、牌號和用途的ABS塑料制件電鍍參數(shù),并允許工藝人員選用已存儲的工藝數(shù)據(jù),從而避免遺漏或誤設(shè)置電鍍參數(shù)。系統(tǒng)設(shè)置主要實(shí)現(xiàn)對電鍍生產(chǎn)數(shù)據(jù)的后續(xù)管理與應(yīng)用,支持生產(chǎn)數(shù)據(jù)的在線查詢、編輯、導(dǎo)出和打印等。
3.2 電鍍線自動控制軟件
ABS塑料電鍍線S1~S20、Y1等控制位具有典型的時(shí)間序列特性,所需的梯形圖程序由STEP7開發(fā),在主程序OB1中循環(huán)調(diào)用各控制位子程序,由中斷負(fù)責(zé)子程序的調(diào)用時(shí)序,以滿足不同形狀規(guī)格、牌號和用途的ABS塑料制件電鍍所需的工藝流程,如圖7所示。

圖7 ABS塑料電鍍線自動控制流程
系統(tǒng)上電后,工藝人員通過上位機(jī)(或觸摸屏)操作面板設(shè)置或選擇電鍍工藝參數(shù)。由于WinCC在開發(fā)操作面板時(shí)已經(jīng)將電鍍線控制軟件的內(nèi)部變量與操作面板變量相關(guān)聯(lián),設(shè)置或選擇的工藝參數(shù)將自動寫入梯形圖程序的全局?jǐn)?shù)據(jù)塊DB1。選擇運(yùn)行后,主程序OB1啟動將調(diào)用電鍍線S1~S20、Y1等控制位子程序,實(shí)時(shí)采樣、顯示和處理電鍍線生產(chǎn)數(shù)據(jù)。為確保OB1內(nèi)對子程序的調(diào)用滿足不同工藝條件和電鍍流程需求,根據(jù)設(shè)置的電鍍時(shí)間等參數(shù),中斷程序按工藝流程循環(huán)控制子程序的調(diào)用順序,在線響應(yīng)DB1數(shù)據(jù)塊中設(shè)置的工藝參數(shù)。
同樣,圖8給出了焦銅S10工位槽的梯形圖程序:通過上位機(jī)操作面板設(shè)定焦銅S10控制位的時(shí)間PV為120s,輸出的變頻器MM420控制數(shù)據(jù)存儲到DB1.DBW110中 ,若程序掃描電參數(shù)等于DB1.DBW110,則行車M2電機(jī)動作,提升工件進(jìn)入下一電鍍過程。
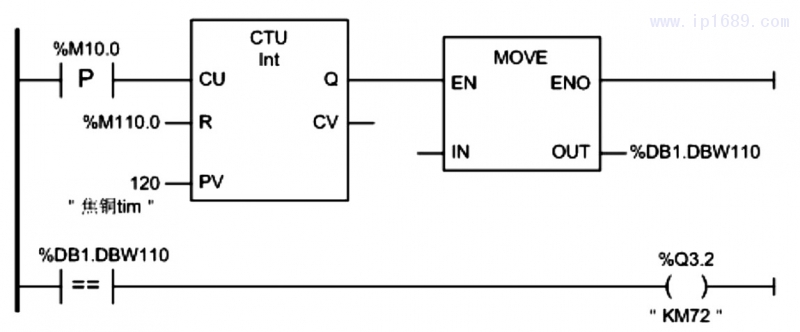
圖8 梯形圖程序(焦銅S10工位槽)
4 結(jié)語
在博途TIA Portal和S7-1200PLC控制平臺基礎(chǔ)上搭建適于不同形狀規(guī)格、牌號和用途的ABS塑料制件電鍍生產(chǎn)的全自動控制系統(tǒng)。與傳統(tǒng)的PLC系統(tǒng)不同,所開發(fā)電鍍控制系統(tǒng)具有良好的通用性、模塊化、可移植擴(kuò)展能力,兼容不同通信端口的電鍍設(shè)備,并支持在統(tǒng)一的編程平臺TIA Portal上靈活設(shè)計(jì)電鍍生產(chǎn)需要的工藝流程和應(yīng)用功能。由于工位槽、行車和控制閥組等設(shè)備可由電鍍企業(yè)自行配置,整套系統(tǒng)的投入主要集中在PLC系統(tǒng)硬件、上位機(jī)操作面板和自動控制程序等部分,與非標(biāo)定制相比,系統(tǒng)交付周期短(≤ 2月)、投入成本最大可節(jié)省70%。此外,對部分工位槽和上位機(jī)操作面板的調(diào)試表明,所開發(fā)控制系統(tǒng)運(yùn)行穩(wěn)定、故障率低,能根據(jù)工藝設(shè)定實(shí)現(xiàn)電鍍生產(chǎn)流程和工藝條件的在線監(jiān)控與高效管理。
參考文獻(xiàn)
[1]李秀忠.基于S7-300PLC和ET200S的電鍍生產(chǎn)線自動控制系統(tǒng)設(shè)計(jì)[J].制造業(yè)自動化,2015,37(7):134-138.
[2]楊文剛電鍍生產(chǎn)工藝參數(shù)的可編程邏輯控制系統(tǒng)設(shè)計(jì)[J].電鍍與精飾2017,39(2):30-34.
[3]徐竟天,張?zhí)鹛穑倘鹬蓿龋赟7-300PLC 的電鍍恒溫控制系統(tǒng)設(shè)計(jì)[J].電鍍與涂飾,2015,34(12):690-695.
[4] 李寧,盧子廣,羅啟平.鍍鉻槽液溫度自動控制系統(tǒng)研究[J]電鍍與精飾,2017,39(8):25-28.
[5] 郭偉榮,曾鑫.ABS 塑料電鍍自動線生產(chǎn)工藝[C]// 2014 (重慶)國際表面工程論壇暨第十二屆全國表面工程·電鍍與精飾年會論文集.重慶,2014:337-343.
[6]劉海濤.ABS 全自動塑料電鍍生產(chǎn)線三維設(shè)計(jì)及關(guān)鍵結(jié)構(gòu)優(yōu)化研究[D].無錫:江南大學(xué),2009.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





