隨著制造商尋求降低復(fù)合材料部件的成本,設(shè)計人員努力盡可能高效地使用構(gòu)成材料,同時實現(xiàn)自動化生產(chǎn)和多種功能的集成。對于汽車應(yīng)用而言,由于需要短循環(huán)時間,因此這一挑戰(zhàn)更加嚴(yán)峻。
碳纖維車身的加工
寶馬 i3 上科技含量最高的要數(shù)碳纖維增強復(fù)合材料 (CFRP)車身,這種材料是由寶馬公司和西格里公司(SGL) 聯(lián)合開發(fā)的,以基于聚丙烯腈的熱塑性紡織纖維為原材料, 在一定的壓力和溫度下,轉(zhuǎn)化成極其細(xì)長的碳纖維絲線,其中每條碳纖維的直徑僅有 0.007 毫米,最后再經(jīng)過相應(yīng)的氧化和碳化處理,形成車身材料。
最初加工出的碳纖維細(xì)絲是以線束的形式呈現(xiàn)的,而每條線束都含有上萬條絲,所以還需要對它們進(jìn)行纏繞在線軸上的后續(xù)處理,為之后的裝運工作做好一切準(zhǔn)備。值得一提的是,西格里工廠生產(chǎn)碳纖維的整個過程非常環(huán)保,因為他們所消耗的電能全部來自哥倫比亞河的水利發(fā)電能量。
碳纖維材料被運往寶馬在德國瓦爾斯多夫的零部件加工廠,然后根據(jù)需要紡織成各種各樣的結(jié)構(gòu)和樣式;再接著工作人員把這些半成品送往萊比錫和蘭茨胡特的碳纖維增強復(fù) 合材料沖壓車間,完成碳纖維軟性板材(類似坐墊、地毯) 的制造。通過各種加工機械,碳纖維板材被切割成各種不同的大小和形狀,然后再利用熱處理或塑料粉末高壓粘合技術(shù), 把這些板件加工出立體構(gòu)型。加工成型階段,每一次三個形狀完全相同的碳纖維板件要重疊在一起,這樣可以有效地降低在最終的樹脂傳遞成型過程中材料發(fā)生撕裂的可能性。
樹脂傳遞成型則是把高溫高壓的復(fù)合樹脂注射入模腔, 浸透增強纖維材料、固化、脫模成型的技術(shù),比傳統(tǒng)高耗時的烘箱固化技術(shù)要先進(jìn)很多。
在過去的十多年時間里,寶馬公司一直致力于碳纖維增強復(fù)合材料產(chǎn)品和創(chuàng)新技術(shù)的研發(fā),工程師們已經(jīng)把產(chǎn)品的生產(chǎn)周期降低了一半以上,制造和原材料成本也減少了 30%—40%。工程師又有了進(jìn)一步縮減碳纖維增強復(fù)合材料生產(chǎn)制造周期的新想法,但在 i3 的實際生產(chǎn)過程中也碰到了不少難題,可工程師沒有為之擔(dān)心,因為他們知道這是最終的成功所必須經(jīng)歷的經(jīng)驗積累階段。
寶馬的樹脂傳遞成型技術(shù)允許加工那些尺寸較小的部件, 比如說車身側(cè)圍,再把它們粘結(jié)成一個更大的組分,最終在 模具中結(jié)合成整體車身;這種技術(shù)把零部件的總數(shù)降低到傳統(tǒng)鋼制車身使用總量的三分之一。
在樹脂傳遞成型階段之后,利用水激光切割技術(shù)完成碳纖維增強復(fù)合材料部件上的嵌入空和邊緣剪裁加工;接著在最新的全自動化車身車間中,所有部件進(jìn)行過表面磨砂處理, 增加粘附性后,結(jié)合為一個穩(wěn)固整體。
除了車頂使用了可回收再利用的碳纖維增強復(fù)合材料, i3 外圍全部采用樹脂塑料,這也是寶馬運用這種材料的首款 汽車。相同體積大小下,塑料板材的重量只有鋼板的一般, 而且四分之一的樹脂材料還是可再生或可循環(huán)使用的。因為加工設(shè)備存在一定的差異,車身外圍塑料板材由三種不同的熱塑性注射成型加工工藝完成,其中最先進(jìn)的是外圍塑料結(jié)構(gòu)和基底結(jié)構(gòu)同時注射成型和結(jié)合成整體的工藝。
二次成型的骨架設(shè)計
二次成型或者說是包覆模壓成型工藝,即在連續(xù)纖維預(yù)制件頂部注塑成型熱塑性復(fù)合材料,多年來一直被認(rèn)為是一種可能的解決方案。“這種方法已經(jīng)達(dá)到了新的水平,現(xiàn)在實現(xiàn)了熱塑性復(fù)合材料 BIW 白車身結(jié)構(gòu)的全自動生產(chǎn)。”西格里 SGL Carbon 公司輕量化應(yīng)用中心負(fù)責(zé)人 Christoph Ebel 博士解釋道。
這一進(jìn)步得益于“骨架”設(shè)計方法,該方法已經(jīng)開發(fā)了好幾年。正如 MAI Skelett 項目首次展示的那樣,該工藝涉及使用單向(UD)碳纖維熱塑性塑料,通過兩步法 75 秒工藝進(jìn)行熱成型和包覆模壓,從而生產(chǎn)出超過以往所有版本要求的結(jié)構(gòu)屋頂構(gòu)件。它還集成了附件夾子,并改變了從脆性到延性失效模式的碰撞行為,以提高 BIW 剩余強度。
為期 17 個月的 MAI Skelett 項目得到了德國聯(lián)邦教育和研究部(BMBF)的支持,并由碳纖維復(fù)合材料聯(lián)盟(Carbon Composites e.V.)的區(qū)域部門 MAI Carbon 完成。
在寶馬公司的領(lǐng)導(dǎo)下,項目的重點是實現(xiàn)一個特定的演示:擋風(fēng)玻璃框架,位于玻璃擋風(fēng)玻璃上方的兩根 A 柱之間。 其設(shè)計基于目前寶馬 i3 的結(jié)構(gòu),包括所有的功能和空間要求。 擋風(fēng)玻璃框架不僅作為屋頂?shù)臋M向結(jié)構(gòu)構(gòu)件,還提供其他功能:剛度,同時降低噪音、振動和粗糙度(NVH);強度(屋頂壓力測試),有助于滿足碰撞要求;一種用于內(nèi)部部件的固定裝置(例如,遮陽板、內(nèi)飾,用于照明的燈線束等), 以及與擋風(fēng)玻璃、天窗和外部屋頂板連接的支架。
骨架設(shè)計的擋風(fēng)玻璃框架在零件的角落處包含四個 UD 纖維增強拉擠桿,封裝在包覆成型的框架中,以提供扭轉(zhuǎn)剛度和復(fù)雜形狀的功能附件。拉擠型材不是全部在一個平面上, 而是排列在不同的高度:兩個靠近 60 毫米高的部分的底部, 兩個靠近頂部。
對于 MAI Skelett 擋風(fēng)玻璃框架,最終確定了 10×10 毫 米見方的橫截面。目標(biāo)是使用較便宜、較粗的碳纖維束。然而, 所選擇的 50K 絲束纖維具有無數(shù)長絲的緊密堆積,這使得樹 脂浸漬更加困難。SGL 熱塑性塑料產(chǎn)品經(jīng)理 Veronika Bühler 說:“總的來說,這一挑戰(zhàn)可以通過優(yōu)化的纖維引導(dǎo)和擴散來克服,以達(dá)到最佳浸漬和高達(dá) 50%體積的纖維體積含量。” 西格里 SGL 已經(jīng)掌握了這項技術(shù),現(xiàn)在提供拉擠成型作為其熱塑性工具箱的一部分。“我們已經(jīng)對半成品有廣泛的了解, 因為我們的熱塑性膠帶也是基于拉擠成型的。因此,我們能夠快速調(diào)整我們目前使用的拉擠成型技術(shù),以創(chuàng)建我們自己的型材。該工藝包括纖維體積、孔隙率和尺寸精度的質(zhì)量測試。 由于自動化和機器人處理,后者非常重要。例如,由于拉擠型材中的殘余應(yīng)力,不會出現(xiàn)曲率。”
除拉擠增強材料外,還在 MAI Skelett 項目中研究了熱塑 性樹脂。測試各種類型的聚酰胺 6(PA6 或尼龍 6)以確定所需的粘度和流變性,以優(yōu)化拉擠成型質(zhì)量和速度。SGL 通過其熱塑性工具箱為該項目提供了一系列材料,其中包括 UD 帶、有機片、短纖維和長纖維增強復(fù)合材料的短切纖維,以 及現(xiàn)在的 UD 增強拉擠成型,均基于 SIGRAFIL 50K 碳纖維, 適用于上漿聚丙烯(PP)和聚酰胺基質(zhì),包括 PA6 或原位 PA6。為了實現(xiàn)復(fù)合材料結(jié)構(gòu)的最佳性能,必須協(xié)調(diào)纖維、 施膠和基質(zhì)。
她還解釋了原位 PA6:“這是當(dāng)你與己內(nèi)酰胺單體或單 個單體與催化劑和活化劑反應(yīng)時,它們在復(fù)合材料部件成型過程中聚合(形成長長的聚合物鏈)。”換句話說,己內(nèi)酰胺在原位聚合成聚酰胺。Buhler 指出,聚酰胺作為一個聚合 物基團包括 PA66 和 PA12,以及某些類型的 PPA 作為額外的 基質(zhì)選擇。
擋風(fēng)玻璃框架制造的另一個重要方面,是熱塑性半成品 在成型過程中和成型后的熱成型能力。這關(guān)系到在包覆成型期間是否能夠進(jìn)一步實現(xiàn)形狀的功能化以及熔合。兩者都是 MAI Skelett 項目設(shè)計中的重要因素。
熱成型和包覆成型
MAI Skelett 擋風(fēng)玻璃框架的生產(chǎn)始于碳纖維 / PA6 拉擠型材。然后必須對它們進(jìn)行修改,以適應(yīng)組件的形狀以及在不同點處的負(fù)載引入。選擇熱成型來做到這一點,首要關(guān)注的是碳纖維的高強度和剛度只能通過盡可能保持直線來實現(xiàn)。 當(dāng)拉擠棒在基質(zhì)流動方向上拉伸,然后在棒的末端變平并彎曲時,實現(xiàn)了這一點。
該方法的第二步是將熱成型拉擠型材放置在紅外加熱器 下,使其在不到 50 秒內(nèi)達(dá)到溫度,然后使用為此目的開發(fā)的自動處理系統(tǒng)轉(zhuǎn)移到注塑模具中。項目中的所有部件均在現(xiàn)有的注塑機上生產(chǎn)。
然后將纖維增強的化合物包覆成型到型材上和周圍。在包覆成型期間,在模具和工藝中都需要精確度,以便將四個熱成型拉擠棒保持在適當(dāng)位置。
兩步法,預(yù)成型拉擠成型的熱成型和包覆成型的總循環(huán)時間約為 75 秒。由于熱塑性基體在包覆成型之前會重新熔化, 因此可以在非常短的循環(huán)時間內(nèi)將預(yù)制和熱成型棒材成型并粘合到成品部件中。通常,熱塑性塑料的可熔性也能夠與均勻的金屬部件連接。由于熱塑性熱成型和注塑成型工藝具有出色的再現(xiàn)性和工藝控制,這是大批量生產(chǎn)的關(guān)鍵因素。
延展性失效
評估了使用玻璃和碳纖維的相容模塑化合物的 PPA 和 PA6 型材,以探索該組件的更具延展性的失效模式。雖然更 具延展性的失效模式減少了擋風(fēng)玻璃框架的承載能力,但從 整體上改善了 BIW 的結(jié)構(gòu)完整性。
分析方法包括實體建模、鋼筋建模(幾何建模,其中拉 擠成型作為鋼筋加強包覆成型)和使用殼單元建模,以及這 些的各種組合。軟件包括 FE 解算器 ABAQUS(達(dá)索系統(tǒng)) 和由 Sandia National Laboratories 開發(fā)的 Dakota 參數(shù)求解器。 OptiStruct 用于拓?fù)鋬?yōu)化。
雖然寶馬沒有在其最終項目報告中指定首選材料組合, 但它確實得出結(jié)論,最終模擬和測試結(jié)果表明骨架組件超出 了當(dāng)前碳纖維增強塑料(CFRP)部件的所有要求,除了扭轉(zhuǎn) 剛度,被確定不是擋風(fēng)玻璃框架的關(guān)鍵設(shè)計驅(qū)動因素。與 當(dāng)前的 CFRP 部件相比,骨架設(shè)計超過了碰撞載荷情況下 的載荷水平和能量吸收。它還成功地實現(xiàn)了更具延展性的 失效模式,這不僅進(jìn)一步提高了復(fù)合材料結(jié)構(gòu)的碰撞性能, 而且進(jìn)一步提高了對碰撞性能的理解以及它與整個 BIW 結(jié) 構(gòu)的關(guān)系。
未來的骨架設(shè)計應(yīng)用
在 MAI Skelett 最終報告中,寶馬指出,它已經(jīng)確定了其 他六種車輛部件,這些零部件可以從使用骨架設(shè)計方法顯著 降低制造、材料和工裝成本中受益。SGL Carbon 建議在汽車 和航天座椅結(jié)構(gòu)、儀表盤、機器人手臂、x 射線工作臺等方 面進(jìn)行應(yīng)用。
然而,骨架設(shè)計方法得到了進(jìn)一步的發(fā)展,擴展到后續(xù) 的 MAI Multiskelett 項目中的多軸受力構(gòu)件。它研究了軸承部 件和拉擠型材相交的區(qū)域,也研究了高荷載引入?yún)^(qū)域,特別 是幾個主要荷載路徑相交的大型結(jié)構(gòu)部件。與之前的 Skelett 項目一樣,對組件設(shè)計和低成本的串行生產(chǎn)線進(jìn)行了研究。
骨架設(shè)計如何進(jìn)一步優(yōu)化現(xiàn)有復(fù)合材料部件的一個例子是 2017 年 由 SGL 和汽車技術(shù)專家 Bertrandt(德國 Ehningen)開發(fā)的電動汽車碳載體前部內(nèi)部。集成了所有主 要功能和裝飾組件。在傳統(tǒng)儀表板中,碳載體基于熱成型有 機薄片作為承載“骨架”以增加剛度。
“碳載體”結(jié)合輕量級碳纖維復(fù)合材料和集成功能的“完 美的案例”用于“創(chuàng)新型材料混合的汽車行業(yè)”。在輕型結(jié) 構(gòu)領(lǐng)域,碳纖維增強塑料(CFRP)扮演了重要的角色。整體 設(shè)計,是基于在 Bertrandt 創(chuàng)建的基礎(chǔ)功能包的基礎(chǔ)上開發(fā)模 型的前汽車內(nèi)飾及可轉(zhuǎn)換電力驅(qū)動車。模型包括所有主要功 能和裝飾組件的傳統(tǒng)儀器面板。結(jié)構(gòu)組件也被重新設(shè)計,使 車內(nèi)感覺更自由、光明和浮動的印象。
“既然設(shè)計碳載體,我們確保現(xiàn)在或在不久的將來其組 件,技術(shù)和組裝概念可以用于大規(guī)模生產(chǎn)。尤其是電動車,減少體重意味著更大的行動范圍。”Michael Hage CAE 開發(fā) 主管如是說。加工工藝的主要挑戰(zhàn)是找到最優(yōu)的配置矩陣和 纖維材料,纖維長度、層結(jié)構(gòu)和過程技術(shù),以滿足更加廣泛 的需求。整體設(shè)計是一種排他性的安裝結(jié)構(gòu),SGL 集團不僅 共享其材料和過程的專業(yè)知識,同時也在提供了其在大組件 生產(chǎn)的經(jīng)驗。最優(yōu)混合材料以及生產(chǎn)技術(shù)開發(fā)在單獨的輕量 級和應(yīng)用中心(LAC), 輕量級的解決方案都是設(shè)計用于大 規(guī)模生產(chǎn)。
“將來,這部件可以用包覆成型熱塑性型材的設(shè)計取 代。”Ebel 說,“這將省略有機片的切割、鋪設(shè)和修剪操作。 此外,橫梁也將過時,因為我們將其整合為拉擠型材并包覆 它們以實現(xiàn)儀表板設(shè)計。這種包覆成型的部件還可以提供更 大的空間和靈活性,以容納所需的附加元件以及用于連接這 些元件或電纜等的螺釘和夾子。”
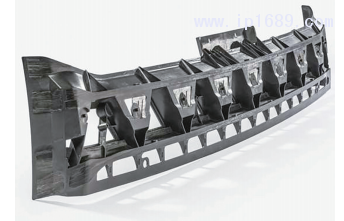
由 SGL 和 Bertrandt 開發(fā)的電動汽車的碳載體前置內(nèi)部。
Ebel 承認(rèn)這將是一項巨大的設(shè)計變更。“但它降低了成本并使整個組件更加高效。”他指出,設(shè)計一種幾乎沒有浪費的工藝是有可能的,因為型材完全按照所需的長度切割, 而且在這些步驟中或在過度成型前的熱成型過程中不會損失碳纖維增強材料。座椅也是骨架設(shè)計的主要候選。“在復(fù)合材料中,它們通常由織物或帶制成,并且仍然是片狀結(jié)構(gòu)。 但是我們可以通過整合底部的輪廓和增加剛度來減小平面區(qū)域的厚度。拉擠型材不是唯一可以構(gòu)建的有效 UD 產(chǎn)品。
“我們正在輕量級應(yīng)用中心吸引了很多公司。”Ebel 說, “骨架設(shè)計作為一個額外的創(chuàng)新概念引起了很多人的興趣, 并且被我們的訪客看作是非常有前景的。”該中心已經(jīng)建立了自己的設(shè)計能力,可以幫助公司整合創(chuàng)新的想法,如骨架概念,為未來的材料高效組件開辟新的設(shè)計空間。
“在很多應(yīng)用中,我們可以使用類似擋風(fēng)玻璃框架的設(shè) 計。”布勒說,“對于碳纖維行業(yè)來說,從準(zhǔn)各向同性鋪層發(fā)展是很重要的,這使得碳纖維的強度和剛度有了很大的提高。相反,我們必須開發(fā)更有效的材料形式,把每一種材料只放在需要的地方。這是這個行業(yè)未來所需要的。”(文章來源于網(wǎng)絡(luò))



























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





