商志全,張乾坤,段文軍,范國臣,郭慶彬
(北京環(huán)境強(qiáng)度研究所,北京100076)
摘要:為了提高包裝糧碼垛的自動(dòng)化程度及節(jié)約成本,筆者設(shè)計(jì)了一款基于PLC控制的包裝糧碼垛系統(tǒng)。該裝置采用機(jī)械手與天軌系統(tǒng)相結(jié)合的方法,使用齒輪齒條進(jìn)行傳動(dòng),采用仿真分析與公式計(jì)算對(duì)天軌橫梁進(jìn)行強(qiáng)度校核;控制系統(tǒng)采用PLC與制造執(zhí)行系統(tǒng)(manufacturing execution system,MES)控制相結(jié)合的方法,采用Socket通信協(xié)議,運(yùn)用了模塊化的編程原理。結(jié)果表明:該套系統(tǒng)可以實(shí)現(xiàn)全程無人化自動(dòng)運(yùn)行,驗(yàn)證了系統(tǒng)的可行性。該套系統(tǒng)在食品包裝領(lǐng)域具有一定的實(shí)用性和推廣性。
關(guān)鍵詞:包裝機(jī)械;碼垛;天軌系統(tǒng);PLC控制;制造執(zhí)行系統(tǒng)(MES)
包裝好的糧食在出庫前需要在貨車內(nèi)碼垛后再進(jìn)行運(yùn)輸,傳統(tǒng)碼垛主要依靠人工進(jìn)行,這樣不僅效率低、勞動(dòng)強(qiáng)度大,還會(huì)給碼垛工人帶來安全隱患[1-4]。隨著自動(dòng)化技術(shù)的發(fā)展,碼垛機(jī)器人在包裝糧碼垛應(yīng)用較為廣泛,但是當(dāng)有多條輸送線時(shí)就需要多個(gè)機(jī)器人進(jìn)行碼垛,這就大大增加了使用成本[5-7]。為了解決包裝糧在出庫時(shí)碼垛效率低、成本高、自動(dòng)化程度低,以及碼垛工人安全等問題,筆者設(shè)計(jì)了一套基于PLC控制的包裝糧碼垛系統(tǒng),該自動(dòng)化系統(tǒng)集上位機(jī)制造執(zhí)行系統(tǒng)(manufacturing execution system,MES)、PLC控制系統(tǒng)、天軌系統(tǒng)和碼垛機(jī)械手系統(tǒng)以及遠(yuǎn)程通信技術(shù)于一體,不僅可以降低使用成本、提高工作效率,還可以實(shí)現(xiàn)遠(yuǎn)程操控,以及全天無人值守,大大改善了碼垛工人的工作環(huán)境以及安全性[8-9]。另外,該套包裝糧碼垛系統(tǒng)采用天軌系統(tǒng),可以節(jié)省安裝空間及降低成本[10-12]。
1結(jié)構(gòu)組成
1.1系統(tǒng)總體結(jié)構(gòu)設(shè)計(jì)
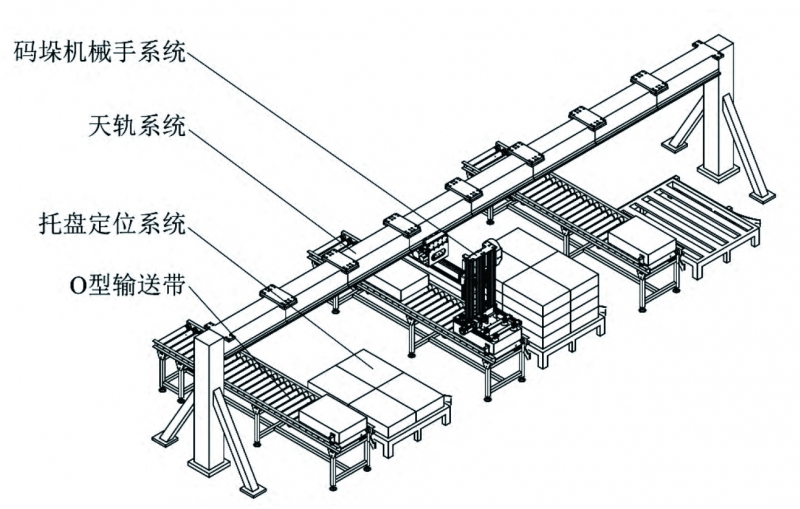
該套基于PLC控制的包裝糧碼垛系統(tǒng)主要應(yīng)用于食品包裝領(lǐng)域。碼垛系統(tǒng)總體結(jié)構(gòu)如圖1所示,系統(tǒng)主要包括輸送線系統(tǒng)、天軌系統(tǒng)、托盤定位系統(tǒng)以及碼垛機(jī)械手系統(tǒng)。其工作原理是:當(dāng)O型輸送帶末端傳感器檢測(cè)到有箱子到位時(shí),O型輸送帶停止運(yùn)動(dòng),并且將箱子到位信號(hào)通過PLC傳輸?shù)缴衔粰C(jī)MES系統(tǒng)中;上位機(jī)MES系統(tǒng)通過與數(shù)據(jù)庫存儲(chǔ)的信息進(jìn)行比對(duì),將碼垛指令發(fā)送到碼垛機(jī)械手PLC中,然后碼垛機(jī)械手系統(tǒng)執(zhí)行上位機(jī)MES系統(tǒng)的指令移動(dòng)到相應(yīng)的輸送線上進(jìn)行碼垛操作;當(dāng)碼垛機(jī)械手完成一次碼垛操作后會(huì)將信號(hào)返回到上位機(jī)MES系統(tǒng)中,上位機(jī)MES系統(tǒng)將數(shù)據(jù)存儲(chǔ)到數(shù)據(jù)庫中;當(dāng)上位機(jī)MES系統(tǒng)通過比對(duì)數(shù)據(jù)庫中的信息后發(fā)現(xiàn)托盤上的箱子已經(jīng)裝滿,會(huì)自動(dòng)呼叫裝載小車將托盤移走,并且自動(dòng)呼叫小車將空托盤放回原位。該套系統(tǒng)實(shí)現(xiàn)了從裝箱到托盤運(yùn)輸完全的自動(dòng)化無人值守運(yùn)行。
圖1 碼垛系統(tǒng)總體結(jié)構(gòu)
1.2系統(tǒng)詳細(xì)結(jié)構(gòu)設(shè)計(jì)
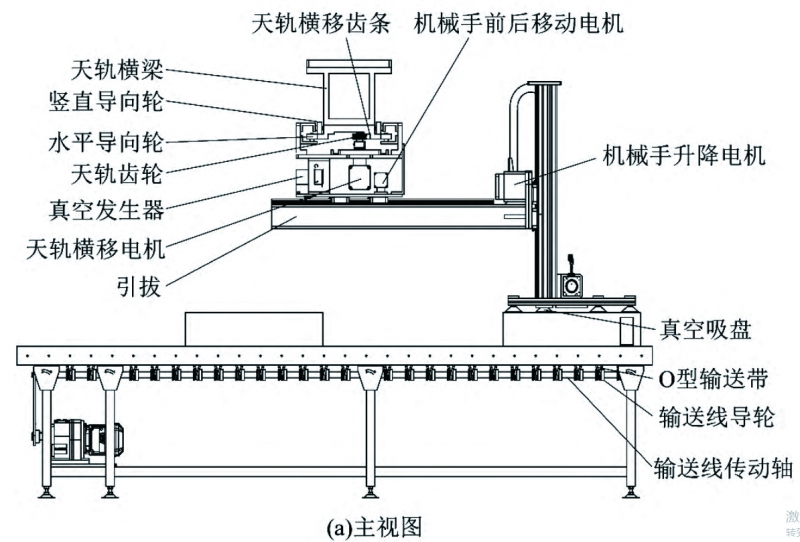
碼垛系統(tǒng)裝置三視圖如圖2所示。碼垛機(jī)械手通過機(jī)械手下部的吸盤將包裝箱吸緊,將包裝箱碼垛到托盤上,托盤通過自動(dòng)引導(dǎo)車(automated guided vehicle,AGV)進(jìn)行運(yùn)輸,1個(gè)裝箱機(jī)械手可以同時(shí)對(duì)應(yīng)多條輸送線和多個(gè)托盤。
圖2 碼垛系統(tǒng)三視圖
1.2.1天軌系統(tǒng)
天軌的動(dòng)力系統(tǒng)由天軌橫移電機(jī)、天軌齒輪和天軌橫移齒條組成。在天軌左、右兩邊各有3個(gè)豎直導(dǎo)向輪和3個(gè)水平導(dǎo)向輪,豎直導(dǎo)向輪起到垂直方向的承重作用,水平導(dǎo)向輪在水平方向起到了定位導(dǎo)向的作用,通過調(diào)節(jié)水平導(dǎo)向輪的位置可以使碼垛機(jī)械手與天軌橫梁達(dá)到垂直狀態(tài),從而保證碼垛機(jī)械手的定位精度。
1.2.2碼垛機(jī)械手系統(tǒng)
碼垛機(jī)械手共有4個(gè)自由度。第1個(gè)自由度為在天軌上做橫移運(yùn)動(dòng);第2個(gè)自由度是由碼垛機(jī)械手前后移動(dòng)電機(jī)、齒條以及齒輪共同完成的碼垛機(jī)械手前后移動(dòng);第3個(gè)自由度是由碼垛機(jī)械手升降電機(jī)通過齒輪齒條進(jìn)行傳動(dòng),進(jìn)而帶動(dòng)碼垛機(jī)械手進(jìn)行上下運(yùn)動(dòng);第4個(gè)自由度是由碼垛機(jī)械手反轉(zhuǎn)電機(jī)、傳動(dòng)軸以及聯(lián)軸器完成的碼垛機(jī)械手90°反轉(zhuǎn),當(dāng)需要在箱子底部進(jìn)行噴碼時(shí),需要使用該自由度將箱子反轉(zhuǎn)90°。在碼垛機(jī)械手的底部有8個(gè)真空吸盤,通過真空發(fā)生器為其提供吸力,將箱子吸起來。
1.2.3輸送線系統(tǒng)
輸送線系統(tǒng)通過電機(jī)、齒輪以及鏈條為其提供動(dòng)力,然后通過輸送線傳動(dòng)軸將動(dòng)力進(jìn)行傳遞。在輸送線傳動(dòng)軸上有多個(gè)輸送線導(dǎo)輪,輸送線導(dǎo)輪隨著輸送線傳動(dòng)軸一起轉(zhuǎn)動(dòng),然后輸送線導(dǎo)輪通過O型輸送帶帶動(dòng)輸送線上的每一根輥道進(jìn)行轉(zhuǎn)動(dòng),實(shí)現(xiàn)箱子在輸送線上的運(yùn)動(dòng)。
1.2.4托盤定位系統(tǒng)
托盤定位系統(tǒng)主要包括托盤支腿定位氣缸以及托盤定位傳感器。當(dāng)托盤定位傳感器檢測(cè)到有托盤進(jìn)入時(shí),托盤支腿定位氣缸會(huì)自動(dòng)的關(guān)閉,將托盤進(jìn)行固定,避免托盤在裝箱時(shí)出現(xiàn)跑位現(xiàn)象;當(dāng)收到托盤已經(jīng)裝滿箱子的信號(hào)時(shí),托盤定位氣缸會(huì)自動(dòng)打開,等待自動(dòng)引導(dǎo)小車將托盤拖走。
2強(qiáng)度校核
2.1天軌橫梁強(qiáng)度校核
在天軌系統(tǒng)運(yùn)行時(shí),其下面的質(zhì)量部件包括碼垛機(jī)械手和箱子的重量會(huì)全部壓在天軌橫梁上,這就可能導(dǎo)致天軌的橫梁發(fā)生變形。當(dāng)天軌的橫梁形變超過規(guī)定值時(shí),天軌運(yùn)行時(shí)會(huì)產(chǎn)生較大的震動(dòng),易損傷機(jī)械結(jié)構(gòu),并導(dǎo)致機(jī)械手定位不準(zhǔn)確[13-14]。碼垛機(jī)械手系統(tǒng)天軌橫梁的撓度為:
 (1)
(1)
式中: mj 為碼垛機(jī)械手各組成部分的質(zhì)量,kg; m0 為橫梁自身質(zhì)量,kg;Ed為天軌橫梁的彈性模量,GPa;Id為天軌橫梁截面慣性矩,m4;F為各部件總重量,N;B1為從動(dòng)輪到天軌支撐點(diǎn)距離,m;B為天軌橫梁長度,m;g為重力加速度,g取9.81m/s2。
天軌橫梁自身的質(zhì)量也會(huì)對(duì)天軌的撓度產(chǎn)生影響,其自身質(zhì)量用均布質(zhì)量為q1,則天軌自身質(zhì)量對(duì)天軌橫梁撓度為:
 (2)
(2)
式中,q1為天軌橫梁均布質(zhì)量,kg/m。
天軌下端機(jī)械手在進(jìn)行水平加速運(yùn)動(dòng)時(shí)會(huì)產(chǎn)生慣性力,進(jìn)而對(duì)天軌橫梁產(chǎn)生力矩使其發(fā)生形變,其對(duì)天軌橫梁撓度為:
 (3)
(3)
式中:aH為機(jī)械手水平加速度,m/s2;y0為橫梁質(zhì)心縱坐標(biāo),m;yj為
碼垛機(jī)械手各組成部分質(zhì)心縱坐標(biāo),m。碼垛機(jī)械手在加速上升或者下降時(shí)也會(huì)產(chǎn)生慣性力,進(jìn)而使天軌產(chǎn)生形變,其對(duì)天軌橫梁撓度為:
 (4)
(4)
式中,av為機(jī)械手升降加速度,m/s2。
根據(jù)撓度的疊加原理可以計(jì)算出天軌橫梁的總撓度為:
 (5)
(5)
q1=220.34kg/m,天軌橫梁所使用的材料為Q235B,其彈性模量Ed=210GPa,B=3.500m,B1=0.625m,水平行走加速度和載貨臺(tái)升降加速度達(dá)到最大,載貨臺(tái)處于最高處,將各參數(shù)帶入式(1)—式(4),計(jì)算此時(shí)天軌橫梁的總撓度:
fd=1.86+0.05+1.23+0.04=3.18mm。
根據(jù)天軌碼垛運(yùn)行技術(shù)條件,天軌橫梁水平彎曲[fd]=B/1000=3.50mm,而fd=3.18<[fd],滿足技術(shù)條件和實(shí)際使用要求。
2.2引拔強(qiáng)度仿真分析
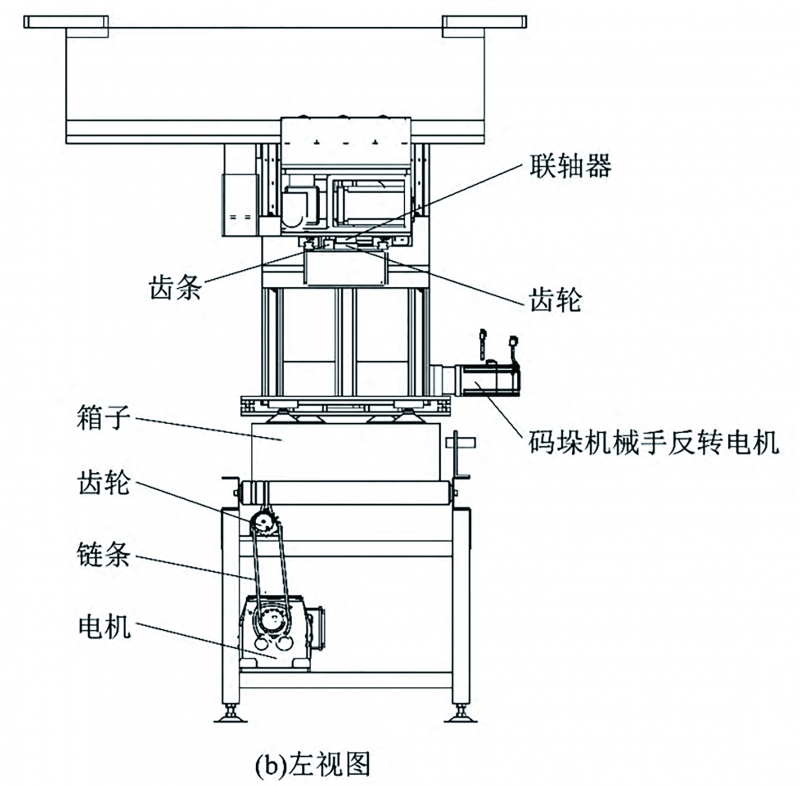
引拔作為碼垛機(jī)械手的支撐橫梁,在碼垛機(jī)械手工作的時(shí)候會(huì)承受較大彎矩,如果承受彎矩較大會(huì)產(chǎn)生較大的形變,進(jìn)而影響碼垛機(jī)械手的定位精度,所以需要通過仿真去分析其在滿載情況下的形變量。
在進(jìn)行仿真時(shí),首先賦予該結(jié)構(gòu)件的材料為Q235鋼。然后再添加夾具,考慮到當(dāng)其向前伸出最長時(shí)所受到的彎矩最大,并且其相關(guān)的連接件為滑塊結(jié)構(gòu),所以在4個(gè)滑塊上分別添加夾具。最后在引拔的最前端添加垂直向下的力,為了保證機(jī)械結(jié)構(gòu)的安全可靠,其添加力的安全系數(shù)為1.5,所以添加的力為3000N。
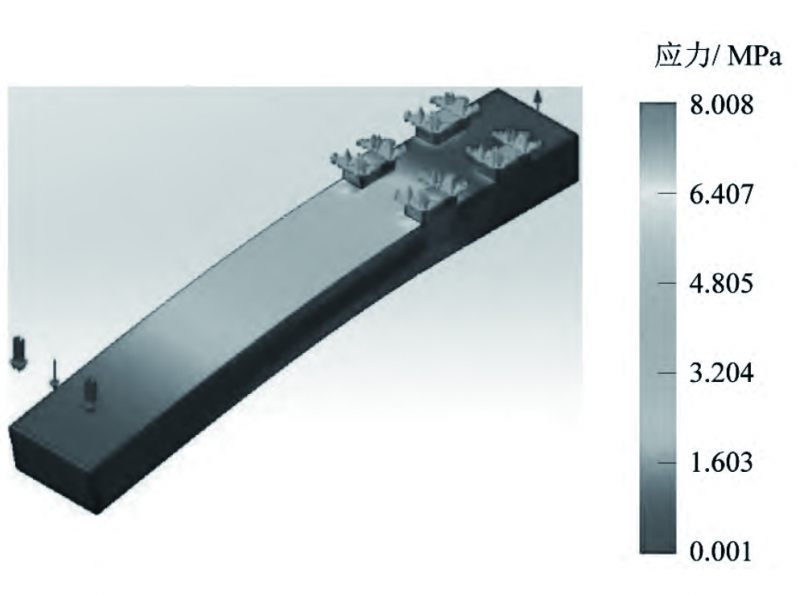
引拔形變仿真如圖3所示。通過仿真分析可以看出,在引拔的前端發(fā)生的形變量最大為0.1518mm,其形變量可以很好地滿足使用的精度要求。引拔應(yīng)力仿真如圖4所示,其所受到的最大應(yīng)力為0.008MPa,只在滑塊與引拔連接處的前端有應(yīng)力集中的現(xiàn)象,而Q235鋼的屈服應(yīng)力為235.000MPa,最大應(yīng)力遠(yuǎn)遠(yuǎn)小于該材料的屈服應(yīng)力,所以該引拔可以滿足使用要求。
圖3引拔形變仿真
圖4引拔應(yīng)力仿真
3碼垛控制系統(tǒng)設(shè)計(jì)
3.1硬件系統(tǒng)
碼垛系統(tǒng)在整個(gè)車間系統(tǒng)中屬于較為核心的設(shè)備,運(yùn)行時(shí)間長,并且其運(yùn)行環(huán)境會(huì)有粉塵、振動(dòng)等因素,所以這就要求其控制核心有較高的可靠性以及故障恢復(fù)能力,從而保證整個(gè)系統(tǒng)長時(shí)間穩(wěn)定地運(yùn)行。綜合考慮上述因素,本設(shè)計(jì)的控制核心采用的是西門子PLC,其優(yōu)點(diǎn)是環(huán)境適應(yīng)性較強(qiáng)、可靠性高以及互換性好[15-16]。考慮到實(shí)際中所使用到的輸入輸出點(diǎn)位以及設(shè)備穩(wěn)定性,選擇某品牌S7-1200型號(hào)的PLC,該P(yáng)LC采用Socket通信協(xié)議與MES系統(tǒng)進(jìn)行信號(hào)交互,然后通過數(shù)據(jù)以及邏輯的處理,對(duì)電磁閥、伺服驅(qū)動(dòng)器等進(jìn)行控制,同時(shí)將設(shè)備的實(shí)時(shí)狀態(tài)在觸摸屏顯示出來。
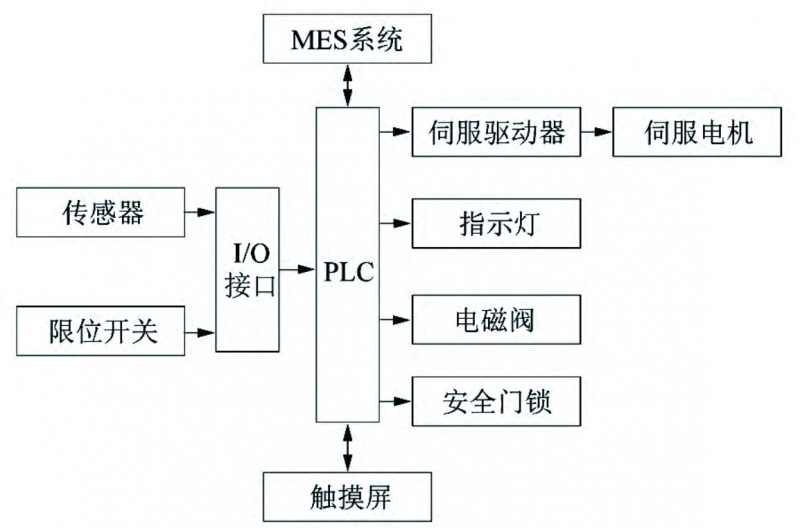
各條輸送線以及碼垛機(jī)械手均采用模塊化的控制思想,采用獨(dú)立的PLC以及觸摸屏進(jìn)行控制,這樣可以減少程序之間的耦合性,降低控制器故障帶來的風(fēng)險(xiǎn),便于故障復(fù)位。觸摸屏可以實(shí)時(shí)顯示各個(gè)自動(dòng)化設(shè)備的運(yùn)行狀態(tài),并且可以對(duì)自動(dòng)化設(shè)備的參數(shù)進(jìn)行修改,可以更好地進(jìn)行人機(jī)交互。碼垛機(jī)械手在天軌上運(yùn)行,采用網(wǎng)線進(jìn)行信號(hào)傳輸會(huì)使信號(hào)傳輸不穩(wěn)定,在本設(shè)計(jì)中采用的是無線傳輸模塊SCALANCE,可以實(shí)現(xiàn)信號(hào)穩(wěn)定的傳輸[17]。PLC控制系統(tǒng)硬件配置如圖5所示,主要包括PLC、伺服驅(qū)動(dòng)器、觸摸屏、電磁閥、指示燈以及安全門鎖等。
圖5 PLC控制系統(tǒng)硬件配置
3.2控制程序流程
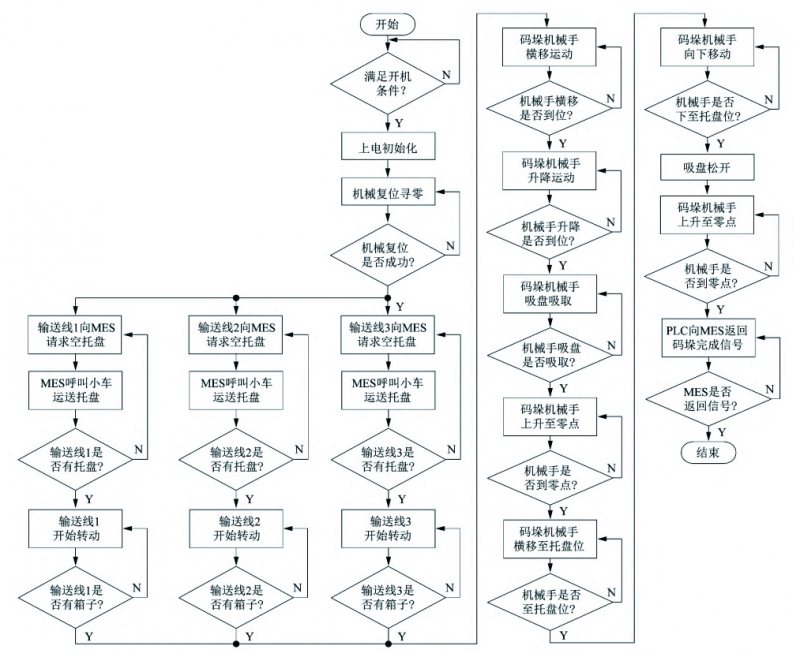
碼垛系統(tǒng)的主要控制是由PLC來實(shí)現(xiàn)的,其控制流程如圖6所示。首先對(duì)設(shè)備進(jìn)行檢測(cè),如果滿足開機(jī)條件則啟動(dòng)PLC進(jìn)行上電初始化,PLC上電初始化完成后開始對(duì)各個(gè)伺服電機(jī)進(jìn)行尋零,使機(jī)械復(fù)位。當(dāng)所有的機(jī)械準(zhǔn)備完成后,PLC開始向MES請(qǐng)求空托盤,MES接收到信號(hào)后開始呼叫小車放置空托盤,當(dāng)PLC檢測(cè)到有空托盤后,開始判斷輸送線上是否有箱子,當(dāng)檢測(cè)到輸送線上有箱子時(shí),MES系統(tǒng)會(huì)發(fā)送指令到碼垛機(jī)械手PLC中,然后碼垛機(jī)械手移動(dòng)到相應(yīng)輸送線的上方開始碼垛,碼垛機(jī)械手完成一次碼垛后會(huì)將碼垛完成指令回復(fù)到MES系統(tǒng)中,MES系統(tǒng)將數(shù)據(jù)存儲(chǔ)到相應(yīng)的數(shù)據(jù)庫中。當(dāng)托盤上的箱子已經(jīng)裝滿,MES系統(tǒng)會(huì)自動(dòng)呼叫小車將滿托盤拖走,再呼叫空托盤到原來的工位。
圖6控制程序流程圖
4結(jié)語
系統(tǒng)通過與MES系統(tǒng)相互配合,從上空托盤、碼垛到轉(zhuǎn)運(yùn)滿托盤全部流程可以實(shí)現(xiàn)無人值守,極大地提高了包裝糧碼垛系統(tǒng)的自動(dòng)化程度,降低了人力、物力的使用成本。碼垛機(jī)械手通過與天軌系統(tǒng)配合使用,其運(yùn)行最高速度可以達(dá)到3m/s,提高了運(yùn)行效率。另外可以通過改變天軌的長度,使一個(gè)碼垛機(jī)械手對(duì)應(yīng)多條不同的包裝線,很好地解決了在碼垛過程中一條包裝線配備一個(gè)碼垛機(jī)器人的問題,這不僅節(jié)約了安裝空間,降低了安裝難度,還在很大程度上節(jié)約了使用成本。該設(shè)計(jì)已經(jīng)應(yīng)用于多個(gè)項(xiàng)目,通過在項(xiàng)目中的長期跟蹤與數(shù)據(jù)統(tǒng)計(jì)表明該基于PLC控制的包裝糧碼垛系統(tǒng)具有較高的推廣應(yīng)用價(jià)值。
參考文獻(xiàn)
[1] 王韜越,單文桃,袁雯俊,等. 基于 PLC 控制的全自動(dòng)碼垛裝置設(shè)計(jì)[J]. 物聯(lián)網(wǎng)技術(shù),2023,13 ( 7) : 131 - 133. DOI: 10. 16667 /j.issn. 2095-1302. 2023. 07. 032.
[2] 呂棟騰,仝敏. 碼垛機(jī)器人運(yùn)動(dòng)學(xué)分析及仿真研究[J]. 計(jì)算技術(shù)·54· 輕工機(jī)械 Light Industry Machinery 2024 年第2 期與自動(dòng)化,2023,42 ( 2) : 45 - 49. DOI: 10. 16339/j. cnki. jsjsyzdh.202302009.
[3] CHUANG Y J,CHANG H,SUN Y Y,et al. Stick-slip in hand guidance of palletizing robot as collaborative robot[J]. International Journal of Advanced Robotic Systems,2022,19( 5) : 35 - 38.
[4] 潘知瑤,費(fèi)葉琦,馬竹樵,等. 碼垛機(jī)發(fā)展現(xiàn)狀及趨勢(shì)探究[J]. 機(jī)電工程技術(shù),2022,51( 9) : 88 - 91.
[5] 梁升,黃禮安,黃俊. 基于 PLC 的六軸碼垛機(jī)器人設(shè)計(jì)[J]. 電動(dòng)工具,2023( 3) :28 - 30. DOI: 10. 16629 /j. cnki. 1674-2796. 2023.03. 009.
[6] 張志偉,周躍忠,朱凌翔. 包裝糧裝車碼垛系統(tǒng)設(shè)計(jì)與應(yīng)用[J]. 現(xiàn)代食品,2023,29( 7) : 6 - 8. DOI: 10. 16736 /j. cnki. cn41-1434 /ts.2023. 07. 002.
[7] 陳汕,李興和,譚澤華,等. 四自由度碼垛機(jī)器人設(shè)計(jì)及其應(yīng)用[J]. 機(jī)電工程技術(shù),2021,50( 3) : 164 - 166.
[8] SCHWEIER J,KLEIN L M,KIRSTEN H,et al. Productivity and cost analysis of tower yarder systems using the Koller 507 and the Valentini 400 in southwest Germany [J]. International Journal of Forest Engineering,2020( 2) : 3 - 5.
[9] 句秋月,賈志聞. 基于 KEBA 控制系統(tǒng)的碼垛工藝包開發(fā)研究[J]. 包裝與食品機(jī)械,2019,37( 6) : 59 - 62.
[10] GAO S P,SONG J L,GU L Z. Automatic melting-casting-palletizing production system for miniature batch /mass metal based on robot technology[J]. IOP Conference Series : Materials Science and Engineering,2020,790: 012153.
[11] 文恒,金洪吉. 煙箱碼垛控制系統(tǒng)設(shè)計(jì)[J]. 自動(dòng)化技術(shù)與應(yīng)用,2023,42 ( 3) : 33 - 35. DOI: 10. 20033 /j. 1003-7241. ( 2023 ) 03-0033-03.
[12] 鄭榮,張菁華,焦言兵. PLC 技術(shù)在電氣工程及其自動(dòng)化控制中的應(yīng)用實(shí)踐[J]. 光源與照明,2023( 2) : 222 - 224.
[13] 王躍. 一種碼垛機(jī)械手的設(shè)計(jì)及其計(jì)算[J]. 鍛壓裝備與制造技術(shù),2022,57( 5) :31 - 35. DOI: 10. 16316 /j. issn. 1672-0121. 2022.05. 005.
[14] 田亞立,梁波,薛春蓮. 基于 PLC 與 MCGS 的硫銨碼垛控制系統(tǒng)的設(shè)計(jì)[J]. 電子制作,2022,30 ( 20) : 25 - 28. DOI: 10. 16589 /j.cnki. cn11-3571 /tn. 2022. 20. 003.
[15] 婁世起,熊旭,葉潘,等. 碼垛機(jī)器人在包裝行業(yè)的應(yīng)用前景探討[J]. 中國包裝,2022,42( 7) : 22 - 26.
[16] 楊淑媛. 一種碼垛機(jī)器人的電氣控制系統(tǒng)設(shè)計(jì)[J]. 農(nóng)機(jī)化研究,2023,45( 3) : 138- 142. DOI: 10. 13427 /j. cnki. njyi. 2023. 03.019.
[17] 馬仲能,吳志剛,馬志剛,等. 基于 PLC 的自動(dòng)拆碼垛裝置設(shè)計(jì)與研究[J]. 無線互聯(lián)科技,2022,19( 9) : 71 - 73.

















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













