同向嚙合自清潔雙螺桿擠出機是加工聚合物基材料的首選,它也同樣可應用于化學、食品以及醫(yī)藥領域。在幾年前此設備發(fā)明50周年紀念的時候,它被認為是一款非常“成熟的”技術,很難再取得一些技術上的重大發(fā)展和突破,但事實卻恰恰相反。此篇文章會著重介紹在10到15年間,雙螺桿擠出機顯著的進步和發(fā)展,包括高扭矩(能量)設計的實現(xiàn),同時更高轉速的使用帶來的操作靈活性和產能的提高,以及最后對于加工處理低堆積密度物料的工藝突破。
雖然同向旋轉雙螺桿設備的幾個基本概念在二十世紀早期就被Wuensche [1]和Easton [2, 3]申請專利,但同向旋轉設計是基于Erdmenger元件剖面自清潔幾何學原理的,此設計是目前市場上使用的所有雙螺桿擠出系統(tǒng)的理論基礎。
自清潔剖面元件的初步設計和開發(fā)可見于德國專利862,668,此專利于1952年被W. Meskat和R.Erdmenger申請,優(yōu)先期到1944年(沒有美國的專利)。那個時候此設計的目的是混合高粘度的液體,如聚合后反應產物。
上述專利以及相關的一系列專利(屬于Erdmenger或他在Bayer的某個同事),確定了基礎設計參數(shù),并最后于1950年由Werner和Pfleiderer開發(fā)和商業(yè)運用ZSK雙螺桿擠出機,以及之后50多年出現(xiàn)了很多復制機型。此設計的關鍵特征在于其兩根螺桿的自清潔性能。它能消除物料在擠出機工藝段行進時的停滯和可能導致的降解。
自清潔幾何學螺桿發(fā)明的價值在于這對于同向旋轉雙螺桿擠出系統(tǒng)來說是一個基礎專利,而此雙螺桿系統(tǒng)目前被廣泛應用于塑料、食品和化學領域。(關于最近的發(fā)展,請見由Andersen發(fā)表的ANTEC 2009論文[4]和White于1991年發(fā)表的Twin Screw Extrusion [5]。)
自從同向旋轉雙螺桿擠出機基礎理論被提出后,有了一系列技術上重大的持續(xù)改進。包括Bierdel發(fā)明的一系列新的螺桿元件[6],有更高自由容積的雙頭剖面元件(最初在Erdmenger專利上使用的是自由容積較低的三頭元件),輸送能量更高效的新的螺桿芯軸,以及最新的工藝應用技術[7]。而其中最重要的一個步伐是高轉速/高扭矩配混技術基本面的識別[8]。這是由Heidemeyer于2000年3月28日申請的美國專利6,042,260的基礎。
高扭矩,高轉速雙螺桿配混技術
自從第一代高扭矩、高轉速ZSK MegaCompounder (Mc)于90年代中期被推出市場以來,新的能量傳輸技術(傳動箱、芯軸和材質)允許在Mc比扭矩11.3的基礎上,額外增加50%升級到比扭矩為18的Mc18(PVF: Md/a3[Md = 扭矩,a = 中心距])。
提高能量傳輸能力的影響在于配混行業(yè)產能(生產率)的顯著提高,更高的效率和系統(tǒng)適應度。
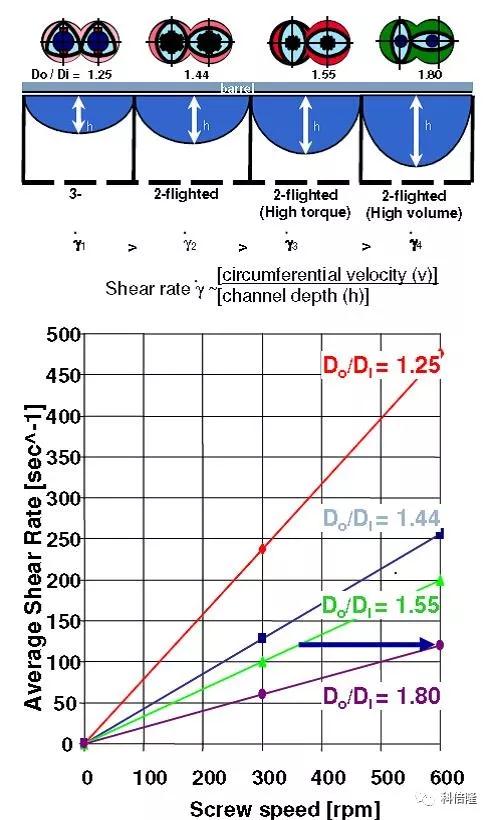
此項技術成功的關鍵在于提高螺桿轉速的同時,提高能量(扭矩)傳輸能力。在高速運轉下的一個系統(tǒng)在某些點會產生足夠額外的能量,導致所加工物料的降解。圖1闡明了此點。它表明對于任何Do/Di(外徑和內徑之比)的螺桿,平均剪切率(能量輸入)會隨著螺桿轉速的提高而線性提高。所以所加工物料的溫度也會相應的提高。但是,由于雙螺桿擠出機首先是運行在一個饑餓吃料模式之下,更高的能量傳輸能力可使物料在擠出機中能有更高的填充度,所以在同樣轉速下有更高的產能。(例如圖1比較了低填充度高點和高填充度低點的情況。)反過來,填充度的提高對降低熔溫也有積極效果。
圖1:Do/Di和RPM對剪切率的影響
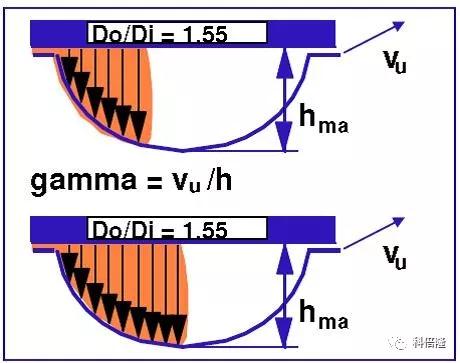
如圖2中螺槽所示,更多的物料進入螺槽的中部,此處螺槽較深(相比于低產能)。它轉而使所有物料的平均剪切率下降,結果導致每公斤物料的能量輸入(如總溫度)降低。所以工藝人員有足夠的彈性來使擠出機運行在更高的轉速之下,同時熔溫不會超過物料的限定溫度。例如,圖3顯示了30%玻纖增強PA6,使用3代ZSK45擠出機ZSK Mc(比扭矩為11.3),ZSK Mc Plus(比扭矩為13.6)和ZSK Mc18(比扭矩為18)的比較。
圖2:填充度對平均剪切率的影響
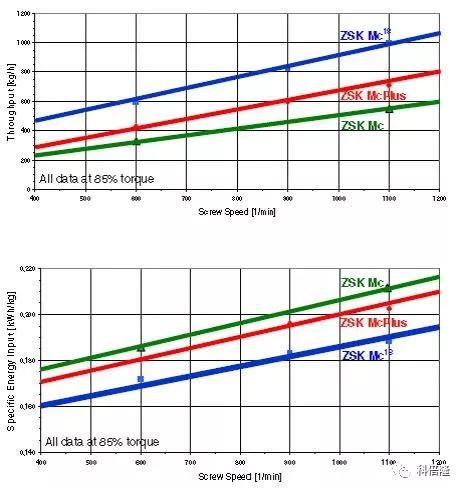
在圖3的上部,顯示了3代ZSK的產能和轉速關系。更高比扭矩(ZSK Mc 18)有最高的產能。而且,如圖的下部顯示,它同樣有著最低的比能耗。從兩個結果(更高的產能和更低的SEI)的結合來看,這個數(shù)據顯示了使用最高比扭矩的設備,有著雙倍的經濟效益。第一,從這幾代機型來看,因為更低的SEI(比能耗 – 同樣也寫作Sme:比機械能),更高比扭矩PVF系統(tǒng)有更高的產能,此更高的產能高于比扭矩的提高而導致的線性提高。(在這個具體例子上,PVF只提高了略高于50%,但產能提升率則在70-80%。)產能提升的一般指導在于:現(xiàn)在的產能 = 舊的產能 × (PVF高扭矩/PVF低扭矩) × (SEI低扭矩/SEI高扭矩)。第二,這里還存在一個額外的每公斤比能耗的節(jié)約。
另外需要額外強調一個關于高扭矩高轉速配混擠出機的要點。這些機器不須一定要運行在最高轉速之下,即使這個轉速為設計下的轉速。如圖3所示,產能提高和能耗節(jié)約處于任何一個轉速之下。但是,這里有另外一個能耗/轉速的協(xié)同作用,有著第二個產能的非線性提高因素,即生產經濟學。
圖3:30%玻纖增強PA6在不同轉速下,使用3代ZSK45擠出機產能和SEI的比較
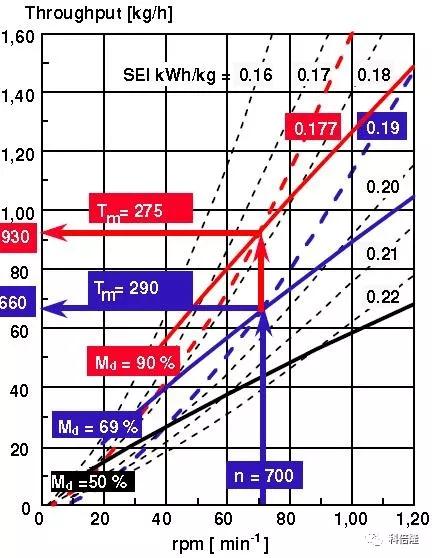
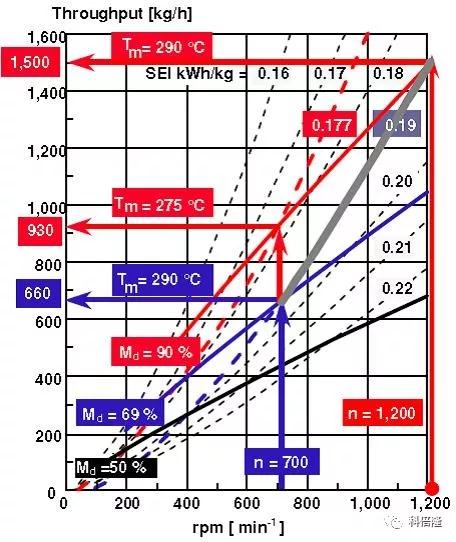
這種關系[8]的一個例子可在圖4中發(fā)現(xiàn)。圖4中顯示3種比扭矩機型產能對于螺桿轉速的曲線關系。SEI同樣作為參數(shù)因子。此數(shù)據來源于在ZSK 58 Mc (Do/Di = 1.55, torque= 1250 N-m/shaft, PVF = 11.3)上加工ABS 接枝共聚物(Acrylonitrile-Butadiene-Styrene)。69%和90%的2個曲線比較了在90%扭矩運行下在低扭矩機型ZSK 58 SuperCompounder (Sc) (Do/Di = 1.55, 960 Nm/ shaft, PVF 8.7)和在Mc (1250 N-m/shaft)上的情況。此2款機型有著30%的扭矩差距。對于此例,選擇了一個恒定的轉速700rpm。在69%扭矩曲線上(在960 Nm芯軸擠出機上90%扭矩運行),產能在660kg/h,SEI在0.19kw-h/kg,熔溫為290°C。提高產能到90%扭矩曲線,可發(fā)現(xiàn)SEI從0.19降低到0.177kw-h/kg。產能有40%的提高,到930kg/hr,不僅僅是預計的30%的提高。同時熔溫也降低了15°C到275°C。這尤其有利于熱和剪切敏感物料。它們可以運行在高產能之下,同時有著較低的熔溫。
圖4:高扭矩的利用率
圖5:高扭矩和高轉速的利用率
所以,如果290°C的初始溫度是安全的,那么從圖5可看出高扭矩和高轉速結合的顯著影響。轉速提升到1200rpm時,產量可達1500kg/hr,此時出口溫度為290°C,這個溫度與低扭矩操作系統(tǒng)相同。但產能則從原來的660kg/hr提升了150%多。
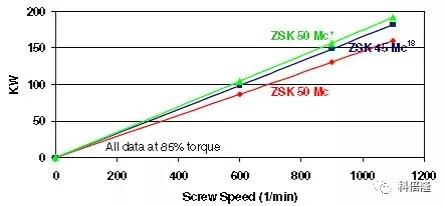
通過產能提高150%多,得到的生產率和經濟提升的影響是顯著的。但是,對尋求安裝新生產線的廠家來說,這里也有另外一個潛在選項。如果您不需要1500kg/hr的產能,只需運行在原來的660kg/hr,那么您可以選擇一款更小的機型。比如,新的ZSK 45 Mc18,與ZSK 50 Mc相比有著高于10%的功率,與ZSK 50Mc+相比有著略微低的功率,如圖6所示。但是,正如圖7中顯示的,與更大的機型相比,它其實可以滿足相同的或更高的產能要求。
圖6:ZSK 45 Mc 18和之前幾代更大外徑的ZSK 50擠出機有效功率的比較
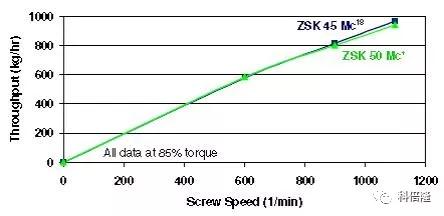
如圖3中顯示,在加工30%玻纖增強PA6的時候,ZSK 45 Mc18可以滿足600kg/hr @ 600 rpm以及970kg/hr @ 1100 rpm的產能。假定在ZSK 45 Mc Plus上運行,SEI為0.18kwh/kg @ 600 rpm以及0.202kwh/kg @ 1100rpm,那么在更大的機型ZSK 50 Mc Plus上,產能約為580kg/hr @ 600rpm,此產能ZSK 45 Mc18就能滿足。若在ZSK 50 Mc Plus上產能約為950kg/hr,那么在ZSK 45 Mc18上就能達到同樣的或略低的產能(如圖7)。
圖7:不同轉速下ZSK 45 Mc 18和更大機型ZSK 50 Mc+產能的比較(30%玻纖增強PA6)
喂料增強技術(FET)
高扭矩擠出工藝只是一種經濟實用的技術,目的是充分利用所有的功率,達到工藝的優(yōu)越性。不過,很多配混加工包含了低堆積密度的材料,比如非壓縮的亞微粒滑石粉。如果不去除這類原料內部的大量空氣,則很難將其喂入擠出機。而且,堆積密度越小,原料越容易流態(tài)化,導致密度進一步降低,加劇喂料問題。處理易流態(tài)化原料的常見操作步驟是:從儲存容器運送到喂料機,從喂料機喂入雙螺桿擠出機,進入擠出機的喂料輸送段。一些方法可以降低流態(tài)化的傾向,比如從儲料到喂料使用濃相輸送,擠出機喂料口高度的最小化,料斗增加排氣口,增加擠出機喂料段輸送區(qū)的長度。但這些方法最終都會因為體積受限,遠遠無法達到最經濟的產量。
FET喂料增強技術在ANTEC2011[9]上已經做了詳盡的介紹,在EUROTEC2011上我們再次為大家展示。先來簡單描述一下其原理。
FET的目標是針對難喂料的原料,增加喂料段的進料能力。方法就是通過增加物料和筒壁的協(xié)同摩擦系數(shù),減少或消除筒壁的打滑,改進輸送效率。
為提高協(xié)同摩擦系數(shù),增強輸送效率,我們對喂料段特殊設計的多孔透氣筒壁施加真空(而不是對原料抽真空),讓部分筒壁上附著一層原料。因此這段多孔筒壁上的孔徑與原料粉末粒子的直徑之間的關系非常重要。此外,最佳的真空度取決于粒子的直徑和形狀。如果粒子能夠穿透筒壁上的孔,那么喂料效率就會降低。不過,穿透孔洞的粉末粒子也能夠被真空管線的壓力再次吹回。相比于穿孔粉末帶來的麻煩,聚合物熔體或者其他液體則更加的關鍵。這些物料可能覆蓋多孔表面,甚至穿過孔洞,堵塞多孔結構。
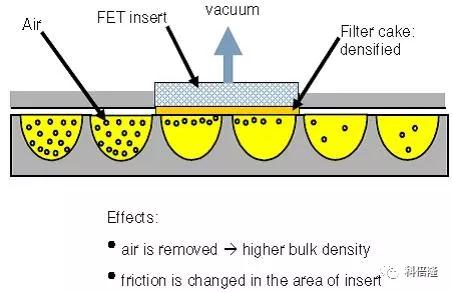
圖8描繪了FET的工作原理。通過多孔材料來施加真空,在聚合物或者填料經過FET筒壁段的嵌件時,周圍的空氣被抽走。因為空氣被抽向嵌件,連帶著粒子也向嵌件表面運動。空氣能通過孔隙,但粒子不能,于是覆蓋在多孔材料表面。這層粒子,或者稱之為濃縮聚合物粉末形成的濾餅,能增加筒壁和物料之間的摩擦系數(shù)。旋轉的螺桿不斷更新因真空而粘附在筒壁上的物料。而且,粉末的密度在通過嵌件之后也增加了。這兩種效應的共同作用,帶來了更高的輸送效率。
圖8:FET操作原理
通過FET可以增加總體產量[9],但并不止于此。與之前詳述的高扭矩配混機型可以提供的優(yōu)勢類似,F(xiàn)ET能增加高填充聚合物配混線的產能,而其它條件不變,其結果就是生產單位產品的能耗下降。更低的單位能耗又能降低產品的溫度,減少降解,減少穩(wěn)定劑的消耗。
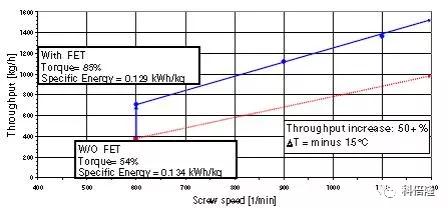
圖9描繪了這一點。這是用科倍隆最新一代Mc18 ZSK45擠出機加工40%滑石粉(Luzenac1445)填充PP的數(shù)據。如果沒有FET技術,擠出機的高扭矩就無法發(fā)揮。而應用了FET技術之后,系統(tǒng)運行時充分利用了85%的扭矩,產量增加超過50%,出料溫度顯著下降。
圖9:改進喂料量的影響和物料溫度
總結
在物料能運行在高轉速下時,可以達到很高的產能。但是對絕大多數(shù)系統(tǒng)來說,對現(xiàn)有機器簡單的提升轉速不能達到期望的目的。在產能提升時,產品性能可能下降到及格線以下。但是,在高扭矩下提高轉速,聚合物加工工藝經濟能顯著提升,而不損失產品性能。另外,當處理低堆積密度原料遇到困難時,F(xiàn)ET可以給予幫助,以充分利用雙螺桿擠出機的最大能力。(文章來源于網絡)
作者
Paul G. Andersen,Coperion Corporation, Ramsey, NJ
Frank Lechner, Coperion GmbH, Stuttgart, Germany
參考文獻
1. A.Wunsche, German Patent 131,392 (1901)
2. R. W.Easton, British Patent 109,663 (1916)
3. R. W.Easton, U.S. Patent 1,468,379 (1923)
4. P.G.Andersen, Chi-Kai Shih, Mark A. Spalding, Mark Wetzel, Tim Womer, SPE-ANTECTech. Papers, 55, (2009)
5. J. L.White, Twin Screw Extrusion: Technology and Principles (1991)
6. M.Bierdel, Co-Rotating Twin-screw Extruders: Fundamentals, Technology, andApplications (2007) K. Kohlgrueber & W. Wiedmann Editors
7. P.G.Andersen, Plastics Compounding, D.B. Todd ed., 71-124 (1998)
8. P.G.Andersen, E. Haering, K. Kapfer, SPE-ANTEC Tech. Papers, 43, (1997)
P.G. Andersen, M. Hoelzel,T. Stirner, SPE-ANTEC Tech. Papers, 57, (2011)
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





