作為一種能節(jié)材代木的新材料,經(jīng)過十幾年的自主發(fā)展,木塑復(fù)合材料已逐步發(fā)展成為一個新興產(chǎn)業(yè)。近年來,國內(nèi)企業(yè)加快木塑復(fù)合材料在室內(nèi)裝飾、家具等領(lǐng)域的應(yīng)用開發(fā),并取得了良好成果。筆者根據(jù)過往的技術(shù)經(jīng)驗及實際生產(chǎn)中的一些心得,就ASA-PVC共擠木塑工藝作了分享,供讀者了解。

ASA-PVC共擠木塑產(chǎn)品
一、ASA-PVC共擠木塑簡介
ASA-PVC共擠木塑是由2臺擠出機分別擠出 PVC木塑基材和ASA共擠包覆料,然后通過共擠復(fù)合模頭,使ASA包覆層隨基材擠出時附著在基材表面,以達(dá)到包覆基材的目的。由于包覆層使用的原料不同,共擠包覆性能也有所差別,目前共擠包覆層材料主要有 PMMA、PVC和ASA,其包覆共擠方式如下:
1.PMMA-PVC彩色共擠:指在型材的室外側(cè)共擠一層PMMA包覆層。PMMA是優(yōu)秀的耐候性材料,而且色彩鮮艷豐富、裝飾性好、熱穩(wěn)定性優(yōu)良、表面光亮。但PMMA性脆,磕碰或鋸切時切口易造成大塊裂紋和崩角,這種包覆材料的落錘沖擊性能較低。
2.PVC-PVC包覆共擠:指用 PVC材料干混料制成顆粒料進行表層共擠,這種材料由于 PVC層的耐老化性能較差,較易變色;但經(jīng)改性后的PVC-PVC共擠包覆層也能有良好的耐老化及耐候性。
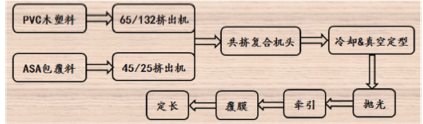
3.ASA-PVC共擠:指ASA包覆料和 PVC干混料,經(jīng)獨立的流道在離開口模前匯合,ASA熔體以極薄的厚度與 PVC熔體大面積復(fù)合,并一起被擠出模外,再經(jīng)定型模及水箱冷卻定型;經(jīng)拋光、牽引后貼保護膜,最后鋸切成規(guī)定長度。
二、ASA的結(jié)構(gòu)及性能
ASA指丙烯腈(A)、苯乙烯(S)和丙烯酸酯(A)的三元共聚物,其結(jié)構(gòu)式為:
-[-CH2-CH(C5H5)-CH2-CH(CN)-]n- 或者
-[-CH2-CH(C5H5)-CH(CN)-CH2-]n-
ASA的性能特點可以歸納如下:
1.ASA屬無定型三元共聚物,為飽和主鏈結(jié)構(gòu),不含雙鍵,因此對紫外線的耐受能力很強。大分子鏈中的羰基和腈基具備較強的耐紫外線能力,而苯環(huán)是典型的穩(wěn)定結(jié)構(gòu),很難發(fā)生光化學(xué)反應(yīng)。因此,ASA具有極強的耐紫外線能力,顏色穩(wěn)定、耐候性優(yōu)。
2.由于 ASA結(jié)構(gòu)中引入了丙烯酸酯橡膠,使其共聚物具有極好的抗沖擊性,尤其是低溫抗沖擊性能優(yōu)良。
3.由于ASA結(jié)構(gòu)中含有腈基,因此具有極強的耐化學(xué)腐蝕性。
4.ASA與PVC的溶解度參數(shù)十分接近,兩者具有很好的相溶性,流變性能、熱膨脹系數(shù)更加接近。
5.ASA在加工過程中熱穩(wěn)定性好,熱變形溫度可達(dá)92℃,共擠型材與PVC型材焊角強度基本相同。
三、共擠設(shè)備的配置及要求
1.共擠設(shè)備
共擠機是復(fù)合共擠的主要設(shè)備,一般選用單螺桿擠出機。由于型材截面的復(fù)雜性和多樣性,共擠面可能出現(xiàn)在上下左右四個方向,所以要求共擠機在各個方向均能靈活調(diào)節(jié),一般選用45/25單螺桿擠出機。
2.共擠模具
設(shè)計共擠模具時必須使基材與共擠層在定型段具有相同的流速,同時具有一定的壓縮比,以保證共擠異型材擠出時粘接良好,共擠層厚度均勻。在國內(nèi),ASA共擠模具的設(shè)計制造僅根據(jù)以往制作其它共擠型材模具的經(jīng)驗來進行設(shè)計制造。
3.共擠配件
與其他包覆材料相比,ASA共擠木塑的生產(chǎn)有許多不同之處,包括模具與共擠機的連接、共擠料的進料方式等。采用的方式不同,產(chǎn)品質(zhì)量也不盡相同。另外,由于ASA包覆共擠料較軟,故在共擠生產(chǎn)中,表面容易出現(xiàn)劃痕等質(zhì)量缺陷,表面光澤較難控制,因此增加增光/拋光設(shè)備十分必要。
增光設(shè)備有幾種形式:一是在口模成型處加裝加熱設(shè)備,增加ASA成型面的溫度,提高共擠面的光澤和質(zhì)量;二是在冷卻定型后加裝拋光設(shè)備,ASA表面進行拋光,使其表面質(zhì)量均勻,光澤一致。一般增光設(shè)備有如下幾種:
(1)加熱棒:在擠出M模的模板上沿共擠面加裝一根電熱絲,對剛出共擠面的ASA料進行加熱,提高ASA的光澤。
(2)熱風(fēng):緊貼擠出口模板,用熱風(fēng)對ASA表面進行加熱,增加表面光澤。通過調(diào)節(jié)熱風(fēng)量來控制表面的光澤度。
(3)拋光:在型材冷卻定型后加裝拋光設(shè)備對ASA表面進行拋光,以使 ASA表面質(zhì)量均勻,光澤一致。
4.共擠連接件
共擠連接件是共擠模具與共擠機相連的部件,基本上按照模具接口的設(shè)計思路來設(shè)計,但是在使用中發(fā)現(xiàn),有些連接件使用不便,拆卸困難,有些物料在里面料流不暢,還有的共擠連接件上無法加熱,流道過長,物料在里邊已經(jīng)冷卻,不利于ASA料的成型和共擠面的表面光潔度。因此,在共擠連接件的設(shè)計中要注意以下事項:流道要盡量短,內(nèi)壁光滑平整;拆卸方便,利于操作;要配有加熱圈,溫度可控。
5.共擠進料方式
共擠料進料方式因廠家設(shè)計而異,在模具設(shè)計時要優(yōu)先考慮共擠面,盡量將共擠面設(shè)計在上面,以便于觀察共擠面的表面狀況。一般情況下,共擠面在型材上面的,采用上進料方式;共擠面在側(cè)面或下面的,采用側(cè)面進料方式。側(cè)面進料要選擇在操作者對面進料,否則不易操作,共擠連接件可根據(jù)不同方向分類加工,上面進料的可以采用一種共擠連接件,側(cè)面進料的則采用另一種共擠連接件。
6.共擠模具調(diào)試
ASA共擠模具的調(diào)試要根據(jù)模具結(jié)構(gòu)的不同而采用不同的方法,有些是先調(diào)主料,后調(diào)ASA包覆料;而有些必須同時調(diào),這與共擠模具的機頭設(shè)計有關(guān)。
(1)先調(diào)主料,后調(diào)ASA包覆料:在模具初調(diào)試時,不加包覆料,只調(diào)主料型材,待斷面尺寸基本符合要求,再加上ASA包覆料,調(diào)整共擠層的厚度及均勻度并調(diào)試到位。
(2)主料和包覆料同時調(diào):這種模具的設(shè)計特點是ASA料有獨立的流道,ASA料與主料不同時加入的話,主料會從復(fù)合層供料腔中倒流,調(diào)試時,當(dāng)先開共擠機,應(yīng)將ASA料充滿流道后再擠出主料;或同時擠出,然后調(diào)整主料擠出系統(tǒng),經(jīng)模具修整使主料出料均勻,斷面尺寸良好再調(diào)整ASA包覆料,經(jīng)修理共擠流道,使共擠層均勻一致。最后,通過調(diào)整共擠工藝參數(shù),使共擠層厚度達(dá)到質(zhì)量要求。
四、工藝流程及工藝要點
1.共擠工藝流程圖:
2.工藝要點
2.1原材料的處理
PVC木塑料是由 PVC樹脂、木粉、穩(wěn)定劑、潤滑劑、填充劑、改性劑等混合而成,與一般 PVC的混料工藝相同。ASA料加工前要進行烘干處理,以防表面出現(xiàn)麻點、不光等缺陷,烘干條件為:85℃-95℃、3-6小時。
2.2工藝條件
(1)共擠機
(2)主擠出機
五、生產(chǎn)中應(yīng)注意的問題
1.原料的處理
ASA料必須經(jīng)烘干處理,首次烘干時間要稍長些,不低于4小時。烘干溫度的選擇要根據(jù)具體情況而定,溫度高,時間可短些;溫度低,時間可適當(dāng)延長,但最長不能超過24小時。
2.表面劃痕的處理
產(chǎn)品脫模后,ASA表面并沒有劃痕,十分光滑、均勻;而經(jīng)過冷卻定型后,表面就出現(xiàn)粉狀的物質(zhì);完全冷卻后,表面會出現(xiàn)明顯的劃痕。對此,必須保障定型模內(nèi)較光滑,沒有直角過渡接縫,劃痕較少;定型模越短,表面劃痕越少,2段定型模生產(chǎn)的產(chǎn)品較4段定型模生產(chǎn)的產(chǎn)品劃痕要少;將4段定型模的后 3段進行適當(dāng)處理,生產(chǎn)的產(chǎn)品幾乎沒有劃痕,表面狀況大為改觀。
3.共擠層厚度的控制
ASA共擠層的厚度與ASA包覆層的耐候性、遮蓋率以及加工性能相關(guān),生產(chǎn)上通過控制共擠機的擠出量來控制共擠層的厚度。ASA具有極強的耐候性,且與PVC有很好的相溶性,二者結(jié)合非常牢固。因此,一般ASA共擠層厚度達(dá)到0.2-0.3mm就可滿足質(zhì)量要求。厚度太薄,有些較淺的顏色會出現(xiàn)露白現(xiàn)象;厚度過厚,生產(chǎn)的型材有時會出現(xiàn)彎曲現(xiàn)象,因此控制好共擠層的厚度對保證產(chǎn)品質(zhì)量是十分重要的。
六 、結(jié)語
隨著全球的森林資源日趨枯竭、國民環(huán)保意識日益高漲,木塑產(chǎn)業(yè)得到了良好的發(fā)展,同時ASA-PVC共擠木塑也被廣泛應(yīng)用于園林、運輸、建筑、家裝、車船內(nèi)飾等領(lǐng)域。如何進一步促進產(chǎn)業(yè)發(fā)展、提升工藝技術(shù),為人們提供更優(yōu)良的木塑產(chǎn)品,這些都是身為木塑人應(yīng)仔細(xì)考量的問題。筆者認(rèn)為,ASA-PVC共擠木塑中的具體技術(shù)問題,如原料選型、工藝要點、設(shè)備配置、模具設(shè)計等技術(shù)難題,都有待大家共同努力解決。(文章來源于網(wǎng)絡(luò))


























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





