* 劉成娟1,劉成剛2,李延平3
( 1.福州職業(yè)技術(shù)學(xué)院,福建 福州 350108; 2.中國石油吉林石化公司研究院,吉林 吉林 132021; 3,集美大學(xué)機(jī)械與能源工程學(xué)院,福建 廈門 361021)
摘要: 綜述了國內(nèi)外幾種注塑成型新方法和趨勢。包括注塑成型計算機(jī)輔助工程 ( CAE) 、氣輔注塑成型、快速 熱循環(huán)注塑成型和微孔發(fā)泡注塑成型等技術(shù)的特點、研究現(xiàn)狀和應(yīng)用領(lǐng)域,并對發(fā)展方向進(jìn)行了展望。
關(guān)鍵詞: 注塑成型技術(shù); 研究現(xiàn)狀; 應(yīng)用進(jìn)展
注塑產(chǎn)品在成型時,常出現(xiàn)氣泡、翹曲、熔接痕和浮纖等問題,這將直接影響產(chǎn)品的質(zhì)量,使形狀和尺寸達(dá)不到設(shè)計的要求,影響零件裝配[1]。人們對注塑產(chǎn)品更高質(zhì)量的追求,使得一些新的注塑成型方法應(yīng)運而生。本文對注塑成型 CAE、氣輔注塑成型、快速熱循環(huán)注塑成型和微孔發(fā)泡注塑成型等技術(shù)進(jìn)行研究,對推動注塑成型方法的研究和企業(yè)生產(chǎn)發(fā)展提供可靠依據(jù),具有積極意義。
1 注塑成型 CAE 技術(shù)及特點
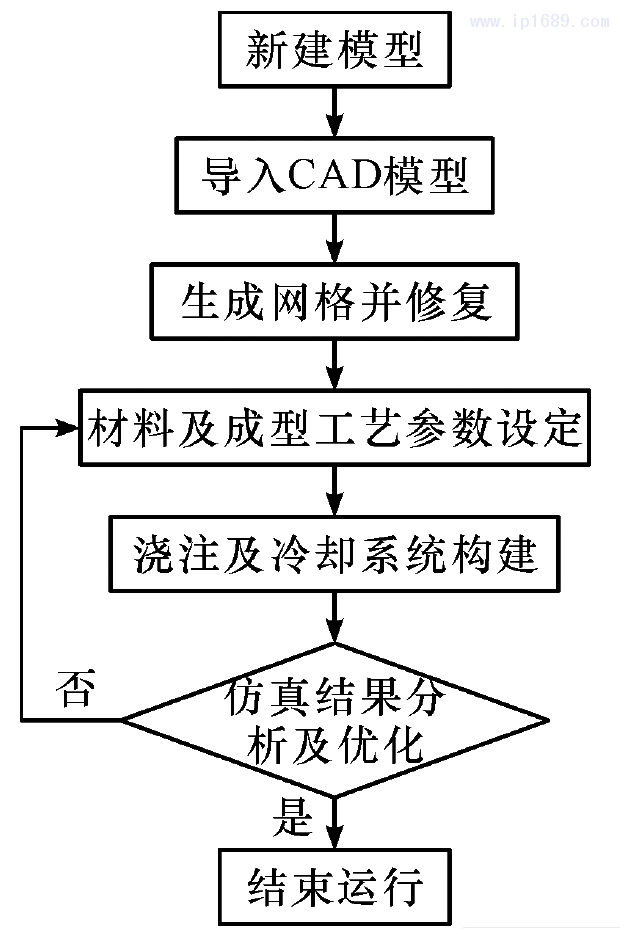
注塑成型 CAE 技術(shù)[2]是使用有限元、有限差分和邊界元等方法,動態(tài)仿真模具型腔內(nèi)塑料熔體的填充、保壓、冷卻和翹曲變形等,預(yù)測潛在的充填不足、熔痕和翹曲等缺陷,進(jìn)而優(yōu)化產(chǎn)品、模具結(jié)構(gòu)和成型工藝參數(shù)得到優(yōu)質(zhì)產(chǎn)品的一門應(yīng)用科學(xué)技術(shù)。 Moldflow 軟件仿真流程,如圖 1 所示。其基本優(yōu)勢如下: 1) “未 注 先 知”,針對所研究的 產(chǎn) 品,利 用Moldflow 軟件仿真出產(chǎn)品潛在的短射、熔接痕、翹曲、氣泡、水波紋和飛邊等問題。
2) “未注先優(yōu)”,在數(shù)值模擬仿真的基礎(chǔ)上,對結(jié)果進(jìn)行科學(xué)系統(tǒng)分析,設(shè)置合理優(yōu)化方法,從產(chǎn)品結(jié)構(gòu),仿真模型和工藝參數(shù)等方面進(jìn)行針對性的改進(jìn)優(yōu)化,從而獲得最佳方案。
3) “未注先省”,通過 Moldflow 軟件仿真和優(yōu)化,可減少企業(yè)試修模次數(shù),縮短研發(fā)和生產(chǎn)周期, 降低成本,獲得優(yōu)質(zhì)產(chǎn)品。
2 注塑成型 CAE 技術(shù)在特殊產(chǎn)品中的應(yīng)用
特殊產(chǎn)品與傳統(tǒng)意義上產(chǎn)品相比,這類產(chǎn)品的形 狀不規(guī)則、尺寸大、結(jié)構(gòu)復(fù)雜、精度要求高和注塑成型加工難度大,生產(chǎn)周期長,注塑成型 CAE 方法對優(yōu)化這類產(chǎn)品質(zhì)量起著積極作用。
李曉芳等[3]以形狀結(jié)構(gòu)復(fù)雜、大型薄壁和精密三種塑料產(chǎn)品為研究對象,研究了在注塑成型過程中的技術(shù)難點。其中,形狀復(fù)雜零件常具有壁厚不均、 孔種類和大小多樣、凹槽和深腔等不規(guī)則結(jié)構(gòu)。在數(shù)值模擬分析前處理過程中,對產(chǎn)品的三維模型進(jìn)行網(wǎng)格劃分需要大量的技巧和時間才能達(dá)到網(wǎng)格匹配率要求; 大型薄壁塑料產(chǎn)品造成其注塑時熔體流經(jīng)路線長,易出現(xiàn)熔體充填不足及冷卻固化時溫度不均的問題; 強度比普通壁厚的產(chǎn)品稍差,長徑比大,開模時易出現(xiàn)翹曲形變的缺陷; 精密產(chǎn)品尺寸誤差要求較高,注塑成型過程要求更高。利用注塑成型 CAE 技術(shù),確定最佳澆注和冷卻系統(tǒng),用此設(shè)計的每一步驟,都有相應(yīng)的模擬結(jié)果,提前發(fā)現(xiàn)并優(yōu)化充填不足、飛邊、氣穴、熔接痕、凹陷、翹曲變形等缺陷,達(dá)到 “未注先知”; 可以及時優(yōu)化注塑過程,運用正 交試驗法確定最佳成型工藝參數(shù),達(dá) 到“未 注 先 優(yōu)”; 降低注塑難度,簡少大量的試模和修模過程,縮短生產(chǎn)周期,降低生產(chǎn)成本,為實際注塑生產(chǎn)提供有力的指導(dǎo),達(dá)到 “未注先省”。
胡培成[4]以包裝塑料產(chǎn)品、大型塑料產(chǎn)品和薄壁塑料產(chǎn)品為研究對象,研究了其生產(chǎn)工藝和關(guān)注的不同重點。包裝塑料產(chǎn)品將知識工程與計算機(jī)輔助技術(shù) ( AutoCAD、pro-E、SolidWorks、UG、Moldflow 和 Photo-shop) 相結(jié)合,可實現(xiàn)更高級和強大的包裝設(shè) 計程序。大型塑料產(chǎn)品模具需考慮剛度、可靠性等問題,流道系統(tǒng)的平衡和冷卻系統(tǒng)的設(shè)計要求高。薄壁塑料產(chǎn)品,熔體的收縮易造成翹曲變形。采用模具計算機(jī)輔助設(shè)計/計算機(jī)輔助工程/計算機(jī)輔助制造技術(shù)( CAD/CAE /CAM) ,能夠優(yōu)化模具結(jié)構(gòu),控制塑料產(chǎn)品的收縮率,提高產(chǎn)品合格率。
另外,注塑成型 CAE 技術(shù)在氣輔注塑成型、快速熱循環(huán)注塑成型和微孔發(fā)泡注塑成型等技術(shù)中得到廣泛應(yīng)用,并起到積極作用。
3 氣體輔助注塑成型技術(shù)
氣體輔助注塑成型技術(shù)是起源于 20 世紀(jì) 70 年代中期,80 年代中期開發(fā)成功,90 年代初實現(xiàn)工程化應(yīng)用的新技術(shù)[5]。此工藝能極大程度地減少傳統(tǒng)注塑成型和結(jié)構(gòu)發(fā)泡成型所出現(xiàn)的產(chǎn)品縮痕、內(nèi)應(yīng)力和 翹曲等問題,是往復(fù)式螺桿發(fā)明之后,注塑領(lǐng)域第二 次創(chuàng)新型的發(fā)明[6]。
氣體輔助注塑成型技術(shù)與傳統(tǒng)注塑成型技術(shù)對比,在流動模型理論、工藝原理、設(shè)備和產(chǎn)品質(zhì)量等方面都存在很大區(qū)別。
張響等[7]和王利霞等[8]研究了氣輔注塑成型技 術(shù)的理論模型和數(shù)值模擬的理論,運用混合有限元/控制體積方法等,計算填充過程的壓力場,預(yù)測填充過程氣體充入、熔體前沿及外層聚合物的厚度因子和壁厚情況,并對模型進(jìn)行可行性驗證。研究了不同工藝參數(shù) ( 如熔體溫度、氣體壓力、延遲時間等) 對產(chǎn)品質(zhì)量的影響,對生產(chǎn)實際具有指導(dǎo)意義。
氣體輔助成型工藝過程包括熔體注塑、氣體注塑、保壓、排氣和頂出產(chǎn)品五個階段,與傳統(tǒng)注塑成型相比多一個氣體注塑階段,成型系統(tǒng)單元需要專用的氣輔設(shè)備,( 氣體發(fā)生裝置和氣體輔助注塑成型控制系統(tǒng)) ; 模具依然采用恒溫,對于流道截面突變等難成型區(qū)域,采用不同的調(diào)節(jié)溫度; 通常采用單澆口,澆口與氣體入口位置分開時,澆口應(yīng)使最后填充點在氣道終點附近[9]。
馬玉錄等[10]研究了氣體輔助注塑成型工藝根據(jù)氣體進(jìn)口位置,分為噴嘴注塑氣體法和模具注塑氣體法; 根據(jù)產(chǎn)生氣體壓力的方法,分為不連續(xù)產(chǎn)生壓力法和連續(xù)產(chǎn)生壓力法,并敘述了其優(yōu)點和區(qū)別。
氣體輔助注塑成型工藝的局限性主要有排氣孔問題、表面褪色和局部隆起問題。同時熔體最佳注塑量、模具和熔體溫度、氣體壓力和延遲時間等成型工藝參數(shù)成倍增加對產(chǎn)品質(zhì)量影響會更復(fù)雜[11-13]。
鄭子軍[14]闡述了基于神經(jīng)網(wǎng)絡(luò)的氣體輔助注塑 工藝智能加工方法,提高了工藝參數(shù)的優(yōu)化效率。
氣體輔助注塑成型的 CAE 技術(shù),可預(yù)測熔體、氣體的流動成型情況,對新產(chǎn)品和模具結(jié)構(gòu)研發(fā),成型參數(shù)優(yōu)化起到積極作用。
廣泛應(yīng)用在汽車配件、室內(nèi)室外設(shè)施、衛(wèi)星反射器、辦公設(shè)施、日用品以及玩具等領(lǐng)域,具有節(jié)省材料、提高質(zhì)量和降低成本等優(yōu)點。
此外,液輔注塑成型技術(shù),局部氣體輔助注塑,振動氣體輔助注塑等新的方法不斷出現(xiàn)。同時,結(jié)合計算機(jī)輔助模擬和其他形式的注塑技術(shù),對獲得高質(zhì)量產(chǎn)品和社會效益起到積極作用[15]。
4 快速熱循環(huán)注塑成型技術(shù)
Bolstad 和 Lemelson 在 20 世紀(jì) 60 年代初,發(fā)明了一種模具快速加熱和冷卻的裝置。Giboz 等[16]和 Yao 等[17]對材料在注塑成型過程中出現(xiàn)的氣孔、流痕、熔痕和浮纖等質(zhì)量問題,提出采用快速熱循環(huán)注塑技術(shù),即動態(tài)模溫的方法來控制注塑成型,此方法得到廣泛關(guān)注。
通用電氣塑料日本有限公司、富士精工、三菱和韓國的三星公司于 2004 年開始,不斷研發(fā),生產(chǎn)了電子、家用電器和電視機(jī)外殼等產(chǎn)品。從 2006 年起,國內(nèi)的山東大學(xué)與海信集團(tuán)聯(lián)合開發(fā)了快速熱循環(huán)注塑系統(tǒng),建成了模具、產(chǎn)品質(zhì)量等成套技術(shù)與控制裝備,并運用在多系列大尺寸液晶電視機(jī)面板的實際生產(chǎn)中。重慶大學(xué)、蘇州大學(xué)和南昌大學(xué)等學(xué)校,TCL和海爾等電器公司也先后對變模溫注塑技術(shù)進(jìn)行了理論及應(yīng)用研究。到 20 世紀(jì) 90 年代后此技術(shù)得到快速發(fā)展。
快速熱循環(huán)注塑成型與常規(guī)注塑成型過程,主要差別點是,前者不同成型工藝階段可以采用不同的模具溫度,并且能直接進(jìn)行整機(jī)產(chǎn)品生產(chǎn)并裝配。減少了后續(xù)噴涂和拋光等工序,可獲得表面高光并且無熔接痕的高質(zhì)量產(chǎn)品,可成型超薄并帶有微特征的產(chǎn)品,是一種節(jié)能、環(huán)保、應(yīng)用前景廣闊的先進(jìn)注塑成型技術(shù)。
史展林等[18]系統(tǒng)分析了國內(nèi)外學(xué)者關(guān)于模具快速加熱、冷 卻 方 法,隨 形 管 道 加 熱、冷 卻 的 研究現(xiàn)狀。邊智等[19]總結(jié)了一系列模具型腔快速加熱冷卻技術(shù),包括電阻加熱、對流加熱、輻射加熱,模內(nèi)水介質(zhì)電加熱和表面覆膜加熱等; 模具冷卻技術(shù)研究較少,有采用較低的冷卻液溫度,隨形或熱管冷卻等,以此獲得較高的冷卻速率,縮短時間。這些技術(shù)為模具快速加熱和冷卻提供了多種選擇; 模具結(jié)構(gòu)加工技術(shù)包括,3D 技術(shù)打印任意復(fù)雜結(jié)構(gòu) “隨形”管道模具,具有隨形介質(zhì)通道的車載高光藍(lán)牙模具,具有分層結(jié)構(gòu)蒸汽加熱式模具,制造表面粗糙度 0. 025 μm 以下的高精度拋光 “部分冷間隙”模具新結(jié)構(gòu),與氣體輔助注塑成型工藝相結(jié)合,提出板凳形式的螺柱新結(jié)構(gòu),解決帶筋和柱結(jié)構(gòu)塑料產(chǎn)品易出現(xiàn)的縮痕等缺陷。同時,很多學(xué)者利用注塑成型 CAE 技術(shù),進(jìn)行了模具充模成型技術(shù)、快速加熱和冷卻技術(shù)、產(chǎn)品成型質(zhì)量和缺陷等研究。
此成型方法,仍存在許多問題亟待解決。比如:
1)模具溫度控制技術(shù)不成熟,模具加熱、冷卻時間對型腔最髙和最低溫度影響的研究較少
[20],缺少模 具實際試驗方面的研究成果[21],影響了產(chǎn)品大批量工業(yè)化生產(chǎn); 2) 復(fù)雜的模具型腔結(jié)構(gòu),對加熱冷卻管路的優(yōu)化布局、動模與靜模的精確對中、分型面的良好排氣等均提出特殊要求; 3) 工藝參數(shù)研究不系統(tǒng),不同高分子材料 ( 結(jié)晶和非結(jié)晶型) 對產(chǎn)品質(zhì)量的影響規(guī)律也不盡相同,缺乏生產(chǎn)實踐應(yīng)用情況的研究[22]。
5 微孔發(fā)泡注塑成型技術(shù)
21 世紀(jì)的新型材料———微孔發(fā)泡塑料[23]由美國麻省理工學(xué)院的 Suh 等學(xué)者研制成功,隨后由 Mar- tinim、Suh 等學(xué)者研究出微孔發(fā)泡成型技術(shù),并在1984 年取得美國專利[24-25]。
此塑料定義為泡孔大小在 0. 1~100 μm 之間,密 度大于 109個/cm3 的發(fā)泡聚合物; 微孔發(fā)泡聚合物比未發(fā)泡聚合物具有沖擊強度高、隔熱隔音性能高、疲勞壽命長、熱穩(wěn)定性好、成本低、質(zhì)量輕等優(yōu)點; 在航空航天、汽車、日用品、生物醫(yī)療、電器和組織工程支架等行業(yè)領(lǐng)域有著良好的應(yīng)用前景[26-28]。
近幾年,我國對此技術(shù)的應(yīng)用研究越來越重視。圍繞著成型理論、優(yōu)化工藝參數(shù)、改進(jìn)設(shè)備、運用注塑成型 CAE 技術(shù)提高產(chǎn)品質(zhì)量等進(jìn)行研究。
陳建平[29]闡述了微孔發(fā)泡注塑成型技術(shù)原理, 分析了微泡成核、長大和冷卻等工藝過程,用連續(xù)性、能量和動量三個方程描述充模過程,并建立數(shù)學(xué)模型,詳細(xì)研究了求解微孔生長方程、溫度場、壓力場的方法和步驟,并用于泡孔大小和分布的預(yù)測。
王飛[30]研究了不同填充時間、注塑壓力、氣體 含量、初始泡孔半徑及泡核含量、流動前沿溫度等參數(shù)對產(chǎn)品質(zhì)量的影響規(guī)律,并使用軟件仿真尋找最優(yōu)解,創(chuàng)新研發(fā)出電氣控制的超臨界氣體注入系統(tǒng),多頭螺紋專用螺桿。
胡瑞生等[31]和王恒等[32]學(xué)者研究了近年來國內(nèi)外注塑微發(fā)泡產(chǎn)品表面質(zhì)量的研究概況。增加氣體反壓力抑制充模時泡孔成核,利用絕緣膜提高模具溫度,共混聚合物改變性能等提高產(chǎn)品表面質(zhì)量,并對以后發(fā)展方向進(jìn)行了展望。
阮劍波等[33]總結(jié)了現(xiàn)階段發(fā)泡注塑成型的優(yōu)缺點,提出了一種二板式注塑機(jī)新技術(shù)。其具有獨立的微開精度控制系統(tǒng),可以精確控制產(chǎn)品壁厚,主要用于生產(chǎn)汽車零件,此項技術(shù)具有很好的發(fā)展?jié)摿Α?/span>
韓云等[34]利用 Moldflow 軟件對填充、流動和冷 卻等過程進(jìn)行數(shù)值模擬分析。分析了注射速率、冷卻時間、剪切應(yīng)力、摩擦能等對氣泡成核的影響,得到工藝參數(shù)優(yōu)化方案,縮短生產(chǎn)周期。
李樹松等[35]研究了通過改變模具溫度對產(chǎn)品的泡孔結(jié)構(gòu)、力學(xué)性能、減重比以及表面質(zhì)量的影響,并利用軟件仿真驗證模具溫度變化時,產(chǎn)品減重比和泡孔尺寸的變化規(guī)律。
此外,隨著此技術(shù)的深入研究和廣泛應(yīng)用,出現(xiàn)新形式的注塑方法。例如,Xiao 等[36]把微孔發(fā)泡注塑技術(shù)和快速熱循環(huán)成型技術(shù)結(jié)合,開發(fā)出一種電加熱和水冷卻快速熱循環(huán)成型的模具; 王小新等[37]將氣輔成型技術(shù)和快速熱循環(huán)成型技術(shù)結(jié)合,分析了減少表面縮痕問題的方法等。
6 總結(jié)及展望
隨著航空航天、汽車、電器等工業(yè)的快速發(fā)展,對塑料產(chǎn)品的品質(zhì)要求也不斷提高。對注塑成型技術(shù)的系統(tǒng)且深入研究,使得結(jié)構(gòu)復(fù)雜,高質(zhì)量產(chǎn)品能夠加工出來,推動了計算機(jī)數(shù)值模擬仿真技術(shù)發(fā)展,同時,促進(jìn)了新型注塑成型方法進(jìn)一步研究、技術(shù)革新、融合、創(chuàng)新和應(yīng)用。
參考文獻(xiàn)
[1] 師中華,胥光申. 基于筆記本上邊框的 Moldflow 分析與 應(yīng)用 [J]. 西安工程大學(xué)學(xué)報,2014,28 ( 3) : 306- 310.
[2] 李德群. 現(xiàn)代塑料注射成型的原理、方法與應(yīng)用 [M]. 上海: 上海交通大學(xué)出版社,2005: 118-119.
[3] 李曉芳,謝光前,李春光. 計算機(jī)模擬技術(shù)在注塑成型中的 應(yīng)用研究 [J]. 塑料工業(yè),2018,46 ( 11) : 72-75.
[4] 胡培成. 計算機(jī)輔助設(shè)計塑料產(chǎn)品的應(yīng)用研究 [J]. 塑 料工業(yè),2018,46 ( 6) : 65-68.
[5]耿鐵,閆麗群,張艷云. 氣輔注塑成型過程中氣體穿透 長度的 MPI 三維數(shù)值模擬及實驗研究 [J]. 科學(xué)技術(shù)與 工程,2013,13 ( 16) : 4727-4731.
[6] 余玲. 雜物盒的氣體輔助注射成型模擬及工藝優(yōu)化 [D]. 成都: 西華大學(xué),2006.
[7]張響,董斌斌,王利霞,等. 基于數(shù)值模擬的氣體輔助 注射成型工藝控制研究 [J]. 工程塑料應(yīng)用,2004,32 ( 6) : 30-33.
[8] 王利霞,申長雨,李倩,等. 氣體輔助注射成型工藝及 充模過程 CAE 分析 [J]. 高分子材料科學(xué)與工程, 2003,19 ( 3) : 160-167.
[9]張艷云,耿鐵,任清海. 氣體輔助注射成型技術(shù)研究綜 述 [J]. 機(jī)械設(shè)計與制造,2011 ( 2) : 246-248.
[10] 馬玉錄,茅曉東,何曼君. 氣輔注射模塑———一種新型 塑料成型工藝 [J]. 高分子材料科學(xué)與工程,1994 ( 6) : 120-125.
[11] RUSCH K C. Gas-assisted injection molding-a new technol- ogy is commercialized [J]. Soc Plast Eng,1989 ( 45) : 35-38.
[12] FALLON M. Why they are talking about gas injection molding [J]. Plast Technol,1989 ( 6) : 70-75.
[13] SHAH S,HLAVATY D. Gas injection molding of an auto- motive structural part [J]. Plast Eng,1991,199 ( 10) : 21-25.
[14] 鄭子軍. 氣體輔助注塑成型工藝參數(shù)優(yōu)化設(shè)定方法研究 [D]. 杭州: 浙江工業(yè)大學(xué),2005.
[15] 張曉黎,吳崇峰,屈春起. 氣輔注射成型技術(shù)進(jìn)展 [J]. 中國塑料,2002,16 ( 8) : 16-20.
[16] GIBOZ J, COPPonNEX T, MELE P. Microinjection molding of thermoplastic polymers: A review [J]. J Micro- mechanics Microengineering,2007,17 ( 6) : 96-109.
[17] YAO D G,CHEN S C,KIM B H. Rapid thermal cycling of injection molds: An overview on technical approaches and applications [J]. Adv Polym Technol,2008,27 ( 4) : 233-255.
[18] 史展林,張磊,侯俊吉,等. 快速熱循環(huán)注塑成型技術(shù) 發(fā)展綜述 [J]. 精密成型工程,2017,9 ( 5) : 1-18.
[19] 邊智,謝鵬程,安瑛. 注射成型快變模溫技術(shù)研究進(jìn)展 [J]. 現(xiàn)代塑料加工應(yīng)用,2016,22 ( 5) : 48-51.
[20] 鄧麗霞. 快速熱循環(huán)注塑技術(shù)的研究現(xiàn)狀與前景 [J]. 塑料工業(yè),2013,41 ( 6) : 10-13.
[21] 王小新. 快速熱循環(huán)高光注塑模具加熱冷卻方法與產(chǎn)品 質(zhì)量控制技術(shù)研究 [D]. 濟(jì)南: 山東大學(xué),2014. [22] 全東. 快速熱循環(huán)注塑工藝實驗及模擬研究 [D]. 濟(jì) 南: 山東大學(xué),2012.
[23] LEE Y H,PARK C B,WANG K H,et al. HDPE-clay nanocomposite foams blown with supercritical CO2 [J]. J Cell Plast,2005,41 ( 5) : 487-502.
[24] MARTINI J E. The production and analysis of microcellular foam [J]. Massachusetts Inst Technol,1982,28 ( 1) : 674-676.
[25] MARTINI-VVEDENSKY J E,SUH N P,WALDMAN F A. Microcellular closed cell foams and their method of manufac- ture: US4473665 [P]. 1984-09-25.
[26] YANG Q,ZHANG G,MA Z,et al. Effects of processing parameters and thermal history on microcellular foaming be- haviors Peek of using supercritical CO2 [J]. J Appl Polym Sci,2015,132 ( 39) : 42576.
[27] 李帥,趙國群,管延錦,等. 模具型腔氣體壓力對微發(fā) 泡注塑件表面質(zhì)量的影響 [J]. 機(jī)械工程學(xué)報,2015, 51 ( 10) : 79-85.
[28] MI H Y,JING X,SALICK M R,et aL. Fabrication of themoplastic polyurethane tissue engineering scaffold by com- bining microcellular injection molding and particle leaching [J]. J Mater Res,2014,29 ( 8) : 911-922.
[29] 陳建平. 微孔塑料注射成型數(shù)值模擬 [D]. 鄭州: 鄭州 大學(xué),2007.
[30] 王飛. 微孔發(fā)泡注塑成型工藝與關(guān)鍵設(shè)備的研究 [D]. 蘇州: 蘇州大學(xué),2012.
[31] 胡瑞生,王毅,張翔,等. 注塑微發(fā)泡制品表面質(zhì)量和發(fā)泡形貌的研究進(jìn)展 [J]. 工程塑料應(yīng)用,2016,44 ( 3) : 135-140.
[32] 王恒,張翔,曾祥補,等. 微孔注塑發(fā)泡制品表面質(zhì)量的研究進(jìn)展 [J]. 塑料工業(yè),2017,45 ( 10) : 30-34.
[33] 阮劍波,俞諍,鄭海偉,等. 二板式注塑機(jī)微開技術(shù)在 發(fā)泡注射成型中的應(yīng)用 [J]. 塑料,2017,46 ( 3) : 89 -91.
[34] 韓云,林有希. 微孔注塑成型過程的 Moldflow 模擬仿真J]. 合成樹脂及塑料,2017,34 ( 1) : 60-65.
[35] 李樹松,閆寶瑞,安華亮. 基于 Moldex3D 分析模具溫度對 PP 發(fā)泡注塑制品的影響 [J]. 中國塑料,2019, 33 ( 1) : 53-58.
[36] XIAO C L,HUANG H X,YANG X. Development and ap- plication of rapid thermal cycling molding with electric heating for improving surface quality of microcellular injection molded parts [J]. Appl Therm Eng,2016,100 ( 5) : 478-489.
[37] 王小新,張明磊,魯韶磊,等. 外部氣輔成型技術(shù)在高 光注射成型工藝中的應(yīng)用研究 [J]. 模具工業(yè),2014, 40 ( 5) : 40-43.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





