李 潔
瀘州職業(yè)技術(shù)學院 機械工程系,四川 瀘州 646000
●摘 要: 根據(jù)需要完成的任務,實現(xiàn)特定的功能,依據(jù)現(xiàn)有的參數(shù),設計一款往復螺桿注射系統(tǒng)。該系統(tǒng)由三部分組成,第一部分:驅(qū)動裝置以及傳動裝置,選擇三相異步電機作為驅(qū)動裝置,然后通過單級齒輪減速器來把電機的轉(zhuǎn)速傳遞到運動部件;第二部分:塑化裝置,該裝置利用螺桿和料筒實現(xiàn)對融化塑料的塑化;第三部分:注射裝置,利用液壓缸推動螺桿實現(xiàn)注射,并且可以在下一個循環(huán)之前實現(xiàn)螺桿的退回。該注射系統(tǒng)具有結(jié)構(gòu)簡單、制造成本低、加工制造容易的特點。
●關鍵詞: 注射機;驅(qū)動裝置;傳動裝置;塑化裝置;注塑裝置;往復螺桿
隨著國家各項政策的頒布,對于當下注射機的發(fā)展要求要做到質(zhì)量輕便、節(jié)約資源、能源損耗少、 效率高、成本小。傳統(tǒng)的注射機質(zhì)量體積龐大、工作效率低,而本文設計的往復式注射機完善了傳統(tǒng)注射機的這些缺點。往復螺桿式注射機在實際工作時,在鎖模力只有傳統(tǒng)技術(shù)三分之一時,仍然可以保證產(chǎn)品成型的質(zhì)量要求,即大大提高了工作效率,也極大地保證了產(chǎn)品的精度要求,對于資源節(jié)約、能源節(jié)約和成本控制都有著極大的意義合理的注塑系統(tǒng)對注射機來講至關重要,注射機要完成塑料的塑化以及加壓均需靠注塑系統(tǒng)。
按照生產(chǎn)塑料產(chǎn)品的流程來說,注塑系統(tǒng)首先要保證可以融化、塑化一定量的塑料,然后把這些塑料在一定的壓力、速度下注射到模具中;保壓一段時間防止融化的塑料反向流動,考慮到材料熱脹冷縮的屬性,所以為了防止產(chǎn)品的收縮,需要往模具中多加入一些材料【1-6】。市面上的注射機的注塑系統(tǒng) 大多采用往復螺桿式,其次是柱塞式。
本次設計要求從經(jīng)濟性、安全性、合理性幾個方面考慮。本次的設計對象是往復式螺桿注射機,通過資料查詢的基本數(shù)據(jù),以螺桿直徑為設計出發(fā)點,使用類比設計的思想對料筒、噴嘴和減速器進行參數(shù)計算和材料選擇。本次設計的往復式螺桿注射機的要求是機構(gòu)簡單、制造性好、性能質(zhì)量可靠。本次設計主要圍繞以下內(nèi)容展開:傳動裝置設計、塑化裝置設計、注射裝置設計,并對其結(jié)構(gòu)進行必要的強度設計。
1 總體方案設計
1.1 柱塞式注射裝置
柱塞式注射裝置由定量加料裝置、塑化部件、注射液壓缸、注射座移動液壓缸等組成。柱塞式注射裝置主要根據(jù)其自身結(jié)構(gòu)的原因,導致其具有以下缺點:塑料受熱不均勻,限制了料筒的塑化能力。塑料的熱傳導屬性差,在加熱的時候會導致料筒中間的部分塑料還未融化,而料筒邊緣的塑料已經(jīng)融化,嚴重的會出現(xiàn)料筒中間塑料未塑化,而料筒邊緣塑料已經(jīng)分解的情況;壓力損失大,分流梭與料筒內(nèi)壁的狹縫導致了很大的壓力損失[7],工藝條件的穩(wěn)定性不易提高。注射壓力需要作用在未融化的塑料上才可以傳遞到熔料,這會導致柱塞等速的移動中,熔料的沖模速度不均勻,而且不能保證每 次注射的熔料的量一致[8]。
1.2 螺桿預塑式注射裝置
螺桿預塑式注射裝置是由兩個料筒組成的,一個是螺桿預塑式料筒,另一個是注射料筒,兩個料筒的連接處有單向閥。與柱塞式注射裝置不同的是,螺桿預塑式注射裝置使用單向閥把兩個料筒連接在一起。熔料先在螺桿的不斷攪拌下,在預塑式料筒塑化,然后注射柱塞把熔料注射到模腔中。這極大地提高了塑化質(zhì)量和塑化效果,加上取消了分流梭,所以注射壓力損失不大,注射速率也得到提高,因此適用于連續(xù)注射或注射量大的注射機。考慮到需要增加一個料筒以及單向閥等部件,整個裝置變得復雜、龐大,如果單向閥與兩個料筒有間隙,還會導致熔料的泄露,基于上述問題,在此基礎上又改進了往復式螺桿注射裝置。
1.3 往復螺桿式注射裝置
往復螺桿注射裝置也叫螺桿一線式(簡稱螺桿 式)注射裝置,主要由塑化部分、料斗、螺桿、傳動裝置 、注射座、注射座移動液壓缸、注射液壓缸等組 成。往復螺桿注射裝置按照不同的分類方法有不同的分類形式。往復螺桿注射裝置還有采用液壓馬達直接驅(qū)動型,可根據(jù)注射液壓缸數(shù)目分為單缸式和雙缸式兩類結(jié)構(gòu)。對于雙缸式液壓馬達隨動式注射裝置,螺桿和液壓馬達直接連接傳遞運動。雙注射油缸放置在料筒兩側(cè)平行排列,注射時,液壓馬達隨螺桿一起作軸向移動,故稱隨動式。這種形式的注射裝置結(jié)構(gòu)緊湊,能耗低,它是恒定力矩驅(qū)動裝置,當螺桿出現(xiàn)過載時,液壓馬達無法驅(qū)動,起到對螺桿的保護作用,而電動機驅(qū)動裝置為恒定功率驅(qū)動裝置,當螺桿過載時容易扭斷螺桿[9]。
1.4 方案的選定
通過上面對比可以發(fā)現(xiàn)往復螺桿式注射裝置
具有以下優(yōu)點:
(1)螺桿式注射裝置塑化時可以使塑料受熱均勻,以及螺桿的旋轉(zhuǎn)運動也可以更好地對塑料進行塑化,所以塑料的塑化質(zhì)量以及塑化效果得到了顯著的提升。
(2)注射壓力損失減小。
(3)生產(chǎn)效率高。料筒內(nèi)表面的殘余廢料,可以通過螺桿的轉(zhuǎn)動起到自清潔的效果,節(jié)省了清洗料筒的時間。
(4)螺桿式注射裝置可以對塑料進行染色加工,而且料筒清洗比較方便。螺桿式注射裝置機構(gòu)上相比柱塞式注射裝置較復雜,會導致注射機制造成本的增加,但是因為其優(yōu)點很好地解決了生產(chǎn)方面的困難,市場應用比較廣泛,所以本研究最終選擇往復螺桿式注射裝置。
2 主要零部件設計
2.1 螺桿設計
注射機螺桿分為漸變型螺桿、突變型螺桿、通用型螺桿。
漸變型螺桿:螺槽深度逐漸過渡,適用于軟化溫度變化范圍大的熔料。
突變型螺桿:指螺桿槽深度由深變淺的過程,適用于具有穩(wěn)定熔點的塑料。
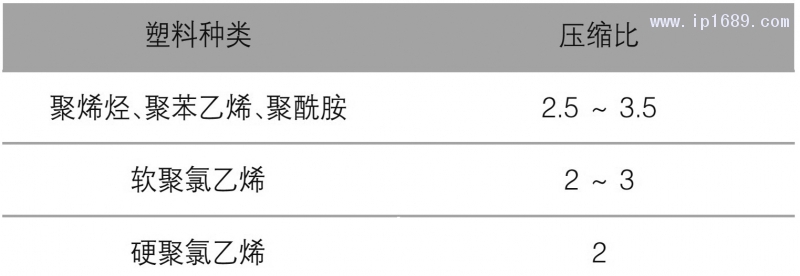
通用型螺桿:壓縮段長度在突變型螺桿和漸變型螺桿之間。螺桿常見壓縮比見表1。
▲ 表1 常見注射螺桿的壓縮比
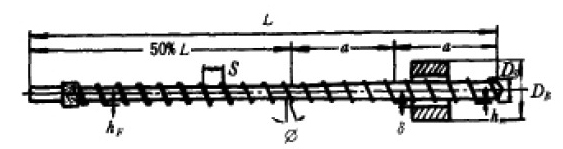
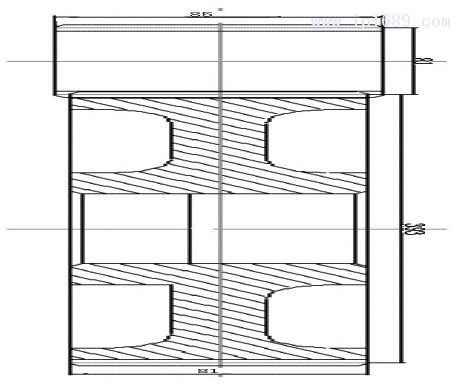
為了避免注射時出現(xiàn)熔料堆積以及熔料的回流,所以螺桿的頭部一般選擇錐形尖頭,如圖2所示。
2.2 螺桿的尺寸
(1)長度L的確定
螺桿直徑Ds=40 mm。查閱資料得知螺桿長度與螺桿直徑的比值(L/D)在18~22之間,常選擇20:1。所以螺桿的長度為L=40×20=800 mm。而通用螺桿不同段占的比例不一樣,加料段、壓縮段、均化段占的比例分別為50%、25%、25%,所以加料段、壓縮段、均化段的長度分別為400、200和200 mm。
(2)確定均化段螺槽深度h3和壓縮比i
螺槽深度(h3)越小,那么螺桿旋轉(zhuǎn)產(chǎn)生的剪切熱越大,此時消耗螺桿的功率也就越大。按照經(jīng)驗公式來算:一般h3=(0.04~0.07)Ds。此處取h3=0.065Ds=2.6 mm。
壓縮比(i):加料段螺桿的螺槽深度h1與均化段螺槽深度h3的比值,即i=h1/h3。取i=2.1,則h1=i·h3=2.1×2.6=5.4 mm。
(3)螺桿材料的選用
考慮到注射機螺桿的工作環(huán)境,不僅要承受很大的作用力,而且要不斷地做往復運動。所以在選擇螺桿材料的時候要保證高強度、耐磨損及耐腐蝕,然后為了保證工作過程中的平穩(wěn),螺桿的表面粗糙度一定不高于0.4 μm。所以材料一般選擇40Cr,為提高螺桿的耐磨性和耐腐蝕性,螺桿的表面要經(jīng)過噴涂處理。
2.3 螺桿的強度校核
當注射機壓力為30 MPa時,強度校核計算公式為:
經(jīng)計算,螺桿強度滿足要求。
3 傳動裝置的設計
3.1 電動機的選擇
(1)類型和結(jié)構(gòu)構(gòu)型式
考慮到在注射機啟動瞬間容易出現(xiàn)超載的情況,所以電動機的功率選擇要略大于螺桿工作功率,因此選擇Y系列三相異步電動機。
(2)電動機的功率
查得:η1—聯(lián)軸器傳動效率,0.99;η2—每對軸承傳動效率,0.99;η3—圓柱齒輪的傳動效率,0.97。
總傳動效率:
3.2 減速器的設計計算
電動機型號為Y180L-6,滿載轉(zhuǎn)速為970 r/min,
所以傳動比為:
(1)各軸的轉(zhuǎn)速
電動機軸 nm=970 r/min
Ⅰ軸 n1=nm=970 r/min
Ⅱ軸 n2=200 r/min
(2)各軸的輸入功率
12:?21?!?58?!?21????441??
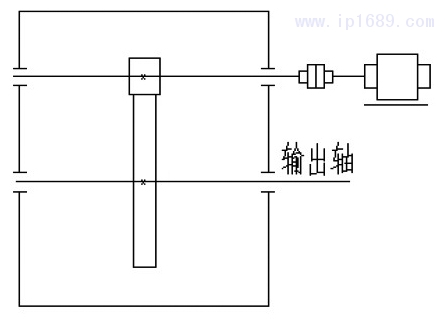
3齒輪傳動設計圖如圖3所示。
▲ 圖3 齒輪傳動簡圖
(3)齒輪類型、精度等級、材料及齒數(shù)的選擇
齒輪類型:直齒圓柱齒輪。
考慮注射機的工作轉(zhuǎn)速不高,所以齒輪的精度 等級為7級。
小齒輪材料:調(diào)質(zhì)處理的40Cr,布氏硬度為280;
大齒輪材料:調(diào)質(zhì)處理的45鋼,布氏硬度240。
齒數(shù):當小齒輪z1=24,則大齒z2=5×24=120。
(4)強度校核
按齒面接觸強度設計,設計計算公式為:
其中:K為載荷系數(shù);T1為小齒輪傳遞轉(zhuǎn)矩;ZE 為彈性影響系數(shù);δH為接觸疲勞強度。
按齒根彎曲強度設計,設計計算的公式為:
其中:K為載荷系數(shù);T1為傳遞轉(zhuǎn)矩;YFa為應力
校正系數(shù);YSa為應力校正系數(shù)。
(5)齒輪零件圖如圖4所示
▲ 圖4 齒輪零件圖
4 注射裝置的設計
4.1 噴嘴的設計
(1)尺寸的確定
查閱資料可知,噴嘴直徑根據(jù)以下公式確定:
(2)材料的選用
在材料的選擇上可以與料筒相同,即也選用45
鋼[11]。
4.2 螺桿最大行程計算

4.3 液壓油缸的直徑計算
4.4 注射力計算
注射力根據(jù)以下公式確定:
其中:F為注射力;Ds 為螺桿直徑;p為注射壓力。
5 總結(jié)
本文根據(jù)給定的設計參數(shù)介紹了一種往復螺桿式注射系統(tǒng)的設計,所設計的注射系統(tǒng)包括傳動裝置、塑化裝置、注射裝置三大部分[12]。傳動裝置采用了單級齒輪減速器和三相異步電動機滿足設計要求,電動機輸出的轉(zhuǎn)速經(jīng)減速到要求轉(zhuǎn)速后傳遞到螺桿上,帶動螺桿轉(zhuǎn)動。塑化裝置采用三級變徑螺桿與料筒結(jié)合完成對坯料的塑化,螺桿轉(zhuǎn)動完成了坯料的疏松,同時起到剪切和混煉的作用,能提高塑化效率,改善熔融物的質(zhì)量[13-14]。注射裝置采用單向液壓缸與往復螺桿結(jié)合,由液壓缸活塞推動螺桿完成注射過程,并在下一循環(huán)的塑化過程中自動完成螺桿的退回,隨著螺桿的轉(zhuǎn)動,熔融塑料在料筒前端累積增多,在融料的壓力下螺桿沿軸向后退,待回退到融料量滿足需求時,螺桿停轉(zhuǎn),并在注射液壓缸的推力下完成注射過程。所設計的裝置具有結(jié)構(gòu)簡單、性能可靠、制造容易的特點。
參考文獻:
[1] 趙銀章. 舊型往復螺桿式注塑機的改造[J]. 現(xiàn)代塑料加工應 用, 1999(6): 2-10.
[2] 王衛(wèi)衛(wèi). 金屬與塑性成型設備[M]. 北京: 機械工業(yè)出版社, 1996.
[3] 項 鋼. 高 效 精 密 注 塑 機 規(guī) 劃 和 選 型[J]. 工 程 建 設 與 設 計,2010(3):12-16.
[4] 馬海舟,潘曉銘,潘道波. 塑料注塑機快速注射部分設計與應用
[J]. 液壓與氣動, 2007(2): 35-40.
[5] 雄戈. 智能化全電動注塑機[J]. 國外塑料, 2009, 27(4): 25-30.
[6] 陳仲成. 革新注塑機成型條件及調(diào)整方式探討[J]. 現(xiàn)代商貿(mào)工業(yè), 2009(13): 21-27.
[7] 向鵬,李繡峰,杜遙雪. 全電動注塑機的特點及應用領域[J]. 現(xiàn)代塑料加工應用, 2007, 19(1): 26-31.
[8] 吳紅. 小型注塑機液壓系統(tǒng)優(yōu)化設計研究[J]. 南寧職業(yè)技術(shù)學院學報, 2009, 14(1): 42-45.
[9] 劉向東. 塑性成型設備[M]. 北京: 機械工業(yè)出版社, 2002.
[10] 吳宗澤. 機械設計課程設計手冊[M]. 北京: 清華大學出版社,2004.
[11] 郭建松,包建東,朱建曉,等. 低壓注塑機注射裝置智能化溫度控制研究[J]. 工業(yè)儀表與自動化裝置, 2016(6): 12-17.
[12] 一種注塑機螺桿止逆環(huán)的密封性檢測方法[J]. 橡塑技術(shù)與裝備, 2017, 43(8):15-16.
[13] 鄒志恒. 注塑機拉桿斷裂的原因及改進措施[J]. 橡塑技術(shù)與裝備, 2017, 43(10): 2-5.
[14] 容曉. 注塑機故障模擬系統(tǒng)設計方案[J]. 產(chǎn)業(yè)與科技論壇,2017(10): 11-21.

























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





