馬秀清,翟文斌,王治鵬,程 琨
( 北京化工大學(xué),機電工程學(xué)院,北京100029)
摘要:三層共擠吹塑薄膜可將產(chǎn)品的多種特性在擠出過程中進行復(fù)合,并能大幅度地降低成本,因而其應(yīng)用越來越廣泛。以LDPE/HDPE/LDPE 三層共擠出薄膜為例,確定了三層共擠吹膜機頭的流道結(jié)構(gòu),使用ICEMCFD對機頭流道劃分全六面體網(wǎng)格,采用POLYFLOW對機頭流道內(nèi)等溫流動過程進行求解并分析了壓力場、速度場和剪切速率場。機頭流道流場的研究結(jié)果表明,層分配流道壓力降較高,共擠出流道壓力降較低; 層分配流道存在滯留區(qū),熔體匯入共擠出流道后,相鄰層熔體的速度分布向該層速度分布方式不斷變化; 層分配流道中,沿螺旋槽軸線方向,剪切速率逐漸降低,隨著層數(shù)的增加,共擠出流道壁面上的剪切速率減小。
關(guān)鍵詞:多層共擠吹塑薄膜;數(shù)值模擬;壓力場;速度場;剪切速率場
0 引言
隨著市場對聚合物擠出包裝材料性能要求的不斷提高,單層包裝材料已無法滿足人們對包裝薄膜(片材)產(chǎn)品的特殊要求[1],而多層復(fù)合包裝由各單層薄膜(片材)各自承擔一部分功能,可以滿足這些要求。目前,多層復(fù)合薄膜的成型方法主要有濕法復(fù)合、干法復(fù)合、擠出涂覆及共擠出復(fù)合等[2]。與其他工藝相比,共擠出復(fù)合生產(chǎn)的薄膜層厚可以更薄,降低成本,成為多層復(fù)合薄膜的主要生產(chǎn)方法之一,應(yīng)用較為廣泛。
國內(nèi)外對于共擠出復(fù)合法已有很多相關(guān)的研究。武停啟[3]通過復(fù)合共擠的一維計算發(fā)現(xiàn),共擠出中界面處速度和剪切應(yīng)力連續(xù)。Yu等[4 - 8]在復(fù)合共擠出一維計算方面進行了深入研究,闡述了界面處速度和剪切應(yīng)力連續(xù)等規(guī)律。Perdikoulias[9]用4種不同分子量分布(MWD)的低密度聚乙烯(LDPE)在雙層共擠環(huán)形機頭中進行實驗,指出了寬分布的材料更傾向于出現(xiàn)界面不穩(wěn)定。Ahmed[10]對2種高密度聚乙烯(HDPE)和1種LDPE的平面收縮狹縫流動進行了實驗觀察,并與采用Wagner本構(gòu)方程的模擬結(jié)果進行了比較。Anderson[11]研究了矩形流道中聚苯乙烯(PS)的共擠流動,指出由第二法向應(yīng)力差引起的彈性重排可以形成十 分復(fù)雜的界面形狀。Michaeli[12]采用電子工程的網(wǎng)絡(luò)理論( network theory)計算了平面螺旋吹膜機頭流道的流場。尹華濤[13]等采用雙節(jié)點有限元法和曲面坐標法求解了衣架機頭內(nèi)復(fù)合共擠出的界面位置,分析了物料特性和進口流率對機頭出口處界面位置分布的影響。鄧小珍[14]以異型材為對象,對上下分層和芯殼分層的氣輔共擠成型過程進行了實驗和模擬。解挺等[15]介紹了共擠出物料的黏度比、機頭溫度和流道幾何形狀等因素對共擠出流動的影響Huang[16]分析了螺旋芯棒機頭二維流道幾何參數(shù)和流動均勻性的關(guān)系。吳衛(wèi)平[17]用計算機設(shè)計優(yōu)化了管材螺旋機頭的幾何尺寸和加工工藝,并用MDPE和HDPE進行了實驗驗證。張敏[18]對非牛頓流體共擠出流動過程的有限元模擬技術(shù)進行了研究,得出了有限元方法求解的技術(shù)路線。
共擠出技術(shù)可使產(chǎn)品具有特殊性能并降低成本,多層共擠薄膜消費市場巨大,發(fā)展前景廣闊,在復(fù)合包裝材料的加工過程中,共擠機頭是核心部件。因此設(shè)計1個結(jié)構(gòu)合理、流道設(shè)計巧妙的共擠機頭十分關(guān)鍵[19 - 20]。然而,迄今為止,國內(nèi)對復(fù)合共擠出技術(shù)的理論研究還不完善。文章在前人研究的基礎(chǔ)上,采用某公司實際使用的1種多層共擠吹膜機頭結(jié)構(gòu)作為參考,對三層共擠吹塑薄膜平面疊加螺旋機頭進行流道的結(jié)構(gòu)設(shè)計。每層熔體的層分配流道結(jié)構(gòu)較為相似,各層熔體按復(fù)合順序依次匯入共擠出流道,完成復(fù)合。
1 三層共擠吹膜機頭的主要參數(shù)
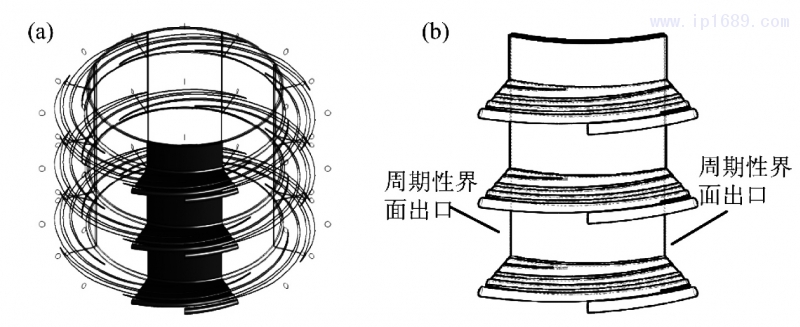
圖1、2分別為三層共擠吹塑薄膜平面疊加螺旋機頭流道幾何模型及螺旋分配系統(tǒng)主要結(jié)構(gòu)。文章采用的機頭使用兩臺或三臺擠出機生產(chǎn)ABA型三層共擠吹塑薄膜,物料組合結(jié)構(gòu)形式為LDPE/HDPE/LDPE。模型具有周期對稱的特點,為了減小計算規(guī)模,提高計算精度,文章使用周期性邊界對1/8的流道進行模擬,周期性邊界入口所在平面為XY平面繞Y軸旋轉(zhuǎn)-22.5°后形成的面,周期性出口所在平面為XY平面繞Y軸旋轉(zhuǎn)-67.5°后形成的面。
圖 1 流道幾何模型
(a)軸測圖 (b)周期邊界
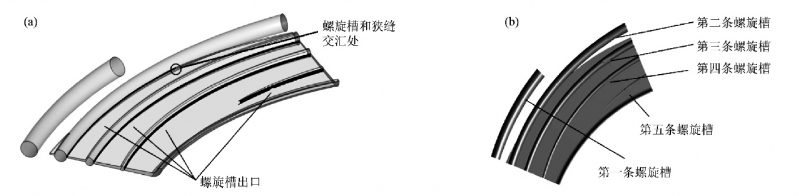
圖 2 與螺旋分配系統(tǒng)相關(guān)的名稱
(a)螺旋槽和狹縫交匯處及螺旋槽出口 (b)螺旋槽編號
2 模型的建立和邊界條件設(shè)置
2. 1 數(shù)學(xué)模型
聚合物共擠出過程中,由于流道結(jié)構(gòu)和聚合物流變行為的復(fù)雜性,為了便于計算且符合實際加工條件,數(shù)值模擬的簡化和假設(shè)為:聚合物熔體為不可壓縮流體,熔體進行等溫和穩(wěn)定層流流動;熔體之間互不相容且無滑移,不計界面張力,忽略體積力、慣性力,流道壁面無滑移。
連續(xù)性方程如式(1)所示。
式中:V 為速度矢量,m/s;ρ 為熔體密度,kg/m3;t 為時間,s。
動量方程如式(2)所示。
式中: P為靜水壓力,Pa;τ為應(yīng)力張量,Pa;g為重力加速度,m/s2。
廣義牛頓流體的本構(gòu)方程如式(3)所示。
式中:η(·γ)為非牛頓黏度(表觀黏度),Pa·s; γ·為剪切速率張量,1/s
2.2 有限元模型
將 SOLIDWORKS 中建立的流道模型導(dǎo)入ICEMCFD中進行離散,劃分有限元網(wǎng)格,使用周期性邊界對1/8的流道進行模擬。采用笛卡爾直角坐標系,Y正方向為擠出方向,以XY 平面為基準,Y 正方向為旋轉(zhuǎn)軸,旋轉(zhuǎn)-22. 5°為周期性入口所在平面,旋轉(zhuǎn)-67. 5°為周期性出口所在平面。利用ICEMCFD特有的多塊結(jié)構(gòu)化網(wǎng)格劃分方式對整個機頭流道全部采用填充性更佳的八節(jié)點六面體網(wǎng)格離散。
2. 3 物性參數(shù)
模擬分析所用物料為低密度聚乙烯(LDPE)和高密度聚乙烯(HDPE)。LDPE 的擬合流變參數(shù)和HDPE的流變參數(shù)如表 1所示。
表 1 材料的物性參數(shù)
2.4 邊界條件
(1)入口邊界:由于模型的周期對稱性,體積流率按1/8模型計算,第一層LDPE入口邊界的體積流率為2. 64×10-7m3/s,第一、二、三層體積流率之比為Q1∶Q2∶Q3 =1 5∶1. 5∶ 1。
(2)流道壁面邊界:模擬分析采用無滑移邊界條件,且采用Navier滑移定律,降低了計算收斂難度,如式(4)所示。
式中:f(v) 為剪切應(yīng)力,Pa;vs為壁面上熔體的切向速度,m/s;vwall為壁面切向速度,m/s;k為滑移系數(shù),Pa·s/m;e為控制方程線性關(guān)系。k和e均是與材料相關(guān)的參數(shù)。文章取vwall = 0,k =108,e = 1。
(3)周期性邊界:模型以Y軸正方向為中心,呈-45°周期對稱,設(shè)置周期性入口邊界和周期性出口邊界,組成周期性邊界。
(4)分界面邊界:界面上的速度連續(xù),熔體不能穿越界面,即vn = 0;界面兩側(cè)的切應(yīng)力和法向應(yīng)力連續(xù)。
(5)出口邊界:忽略膜泡所受牽伸和吹脹的影響,fn = 0,fs= 0。
3 數(shù)值模擬結(jié)果及討論
3.1 壓力場結(jié)果分析
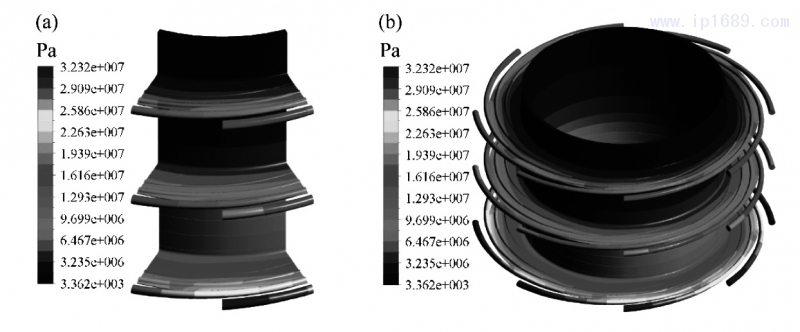
模型流道的壓力場及周期對稱模型形成機頭整體壓力場,如圖3所示。從圖3中可以看出,流道內(nèi)壓力沿熔體流動方向逐漸減小。第一層壓力最大,結(jié)合模擬所用的LDPE,最大值約
為32. 32 MPa,第二層和第三層壓力較小,機頭壓力降較大。這和螺旋芯棒機頭壓力降較大的特點相一致.
(a)計算域的壓力分布云圖 (b)整個流道的壓力分布云圖
圖 3 壓力分布云圖
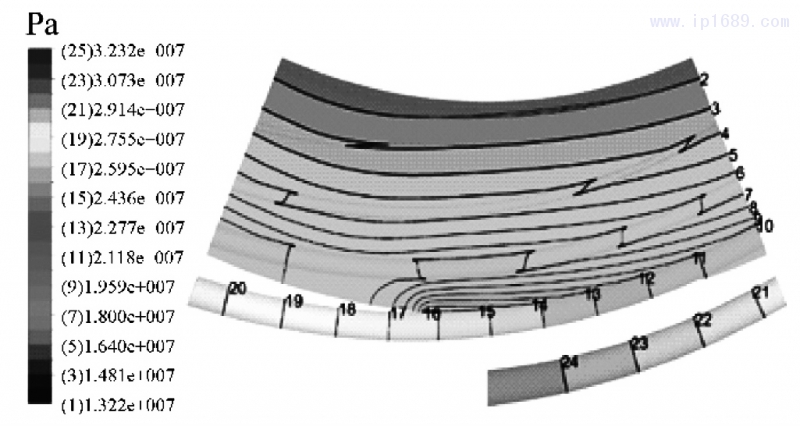
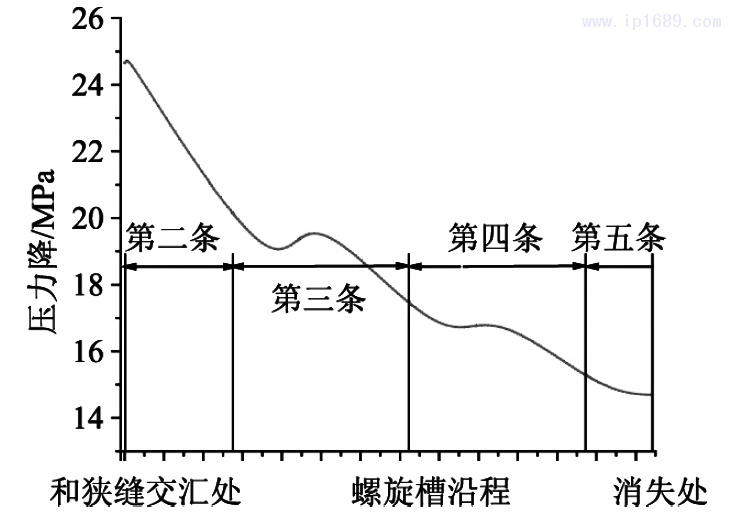
第一層層分配流道的壓力等壓線如圖4所示。在第一條螺旋槽和第二條螺旋槽前段部分,等壓線垂直于螺旋槽軸線;在狹縫中,等壓線是以Y軸為中心的帶有“Z”形彎折的一簇類同心圓,“Z”形彎折均發(fā)生在螺旋槽區(qū)域中,彎折點位于螺旋槽和狹縫的相貫線附近。在螺旋槽和狹縫交匯處,等壓線開始變成類同心圓形狀,且該處等壓線十分密集,壓力梯度較大;沿狹縫流動方向,壓力梯度越來越小。圖5為各條螺旋槽出口在層分配流道對稱平面上的壓力降,這是模型周期對稱后一條完整螺旋槽的出口在層分配流道對稱平面上的壓力降。從圖5中可以看出,螺旋槽沿程,壓力梯度整體上不斷減小,在第五條螺旋槽末尾段趨于零,在螺旋槽與狹縫交匯處所對應(yīng)的角度上,壓力出現(xiàn)一小段局部的升高。
圖 4 第一層層分配流道等壓線
3.2 速度場結(jié)果分析
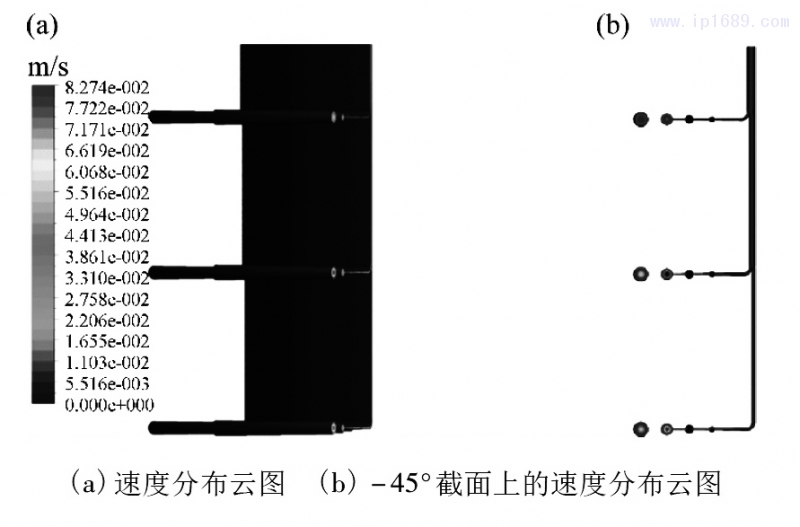
圖6a為整體速度分布云圖,圖6b為XY平面繞Y軸旋轉(zhuǎn)-45°截面上的速度分布云圖。由圖可知,共擠出流道壁面上的速度幾乎為0(10 -5~10-4m/s),較好地接近壁面無滑移假設(shè)。
圖7為第一層熔體層分配流道對稱平面上的速度分布云圖。熔體受到壁面的粘附作用,沿螺旋槽徑向速度降低;隨著螺旋槽徑向尺寸不斷減小,流動截面逐漸變小,沿螺旋槽軸線方向,
圖 5 螺旋槽出口在對稱平面上的壓力降
圖 6 速度分布云圖
速度先增大后減小,極大值出現(xiàn)在螺旋槽和狹縫交匯處及其上游。圖8為各條螺旋槽出口在層分配流道對稱平面上的速度分布。由圖8可知,螺旋槽和狹縫交匯處的漏流最大,接著,迅速減小,在螺旋槽沿程方向上,運行至螺旋槽和狹縫交匯處所對應(yīng)的角度,螺旋槽中的流量受到螺旋槽和狹縫交匯處漏流的補充而增大,漏流逐漸增大,但隨著狹縫高度的增大,流動截面增大,所以幅度不斷減小。運行至滯留區(qū)所對應(yīng)的角度,均會再次出現(xiàn)低點.
4.3 剪切速率場結(jié)果分析
圖9為第一層層分配流道的剪切速率場。圖中的最高剪切速率控制為1500 s- 1,實際深色區(qū)域最高值為4363s-1,出現(xiàn)在螺旋槽和狹縫交匯處的狹縫壁面上。從圖9中可以看出,沿螺旋槽軸線方向,剪切速率逐漸降低;沿狹縫流動方向,剪切速率逐漸減低,螺旋槽區(qū)域出現(xiàn)局部的低值;在滯留區(qū),剪切速率出現(xiàn)最低值,在螺旋槽和狹縫交匯處出現(xiàn)最高值。這和速度場的分布規(guī)律較為一致。
圖 9 層分配流道剪切速率分布云圖
圖10為共擠出流道的剪切速率場,圖11為界面上的剪切速率場。從圖10、11中可以看出,在各層熔體匯入共擠出流道處,界面上的剪切速率最大,隨著層數(shù)的增加,共擠出流道壁面上的剪切速率減小。以第一層為例,當?shù)诙訁R入共擠出流道后,第一層脫離了第一、二層間共擠出流道壁面的影響,速度梯度隨著層數(shù)的增加而降低,剪切速率減小。
4 結(jié)論
(1)壓力場:層分配流道中,螺旋槽沿程方向的壓力不斷降低,在螺旋槽和狹縫交匯處的對應(yīng)角度上出現(xiàn)局部高點;沿著某一擠出徑向的徑向位置減小方向,壓力不斷降低,在螺旋槽區(qū)域出現(xiàn)平臺。
(2)速度場:層分配流道中,螺旋槽出口中心線上的速度不斷降低,在螺旋槽和狹縫交匯處的對應(yīng)角度上出現(xiàn)局部高點。層分配流道存在滯留區(qū),層分配流道出口速度呈類正弦曲線的分布,螺旋槽和狹縫交匯處對應(yīng)的角度附近為高點,滯留區(qū)對應(yīng)的角度附近為低點。
(3)剪切速率場:層分配流道中,沿螺旋槽軸線方向,剪切速率逐漸降低,在螺旋槽區(qū)域出現(xiàn)局部的低值。共擠出流道中,界面1、2上的剪切速率分別在第二、三層熔體匯入共擠出流道處最佳。隨著層數(shù)的增加,共擠出流道壁面上的剪切速率明顯減小。
參考文獻:
[1]賈明印,薛平,朱復(fù)華,等.共擠出技術(shù)在聚合物成型加工中的應(yīng)用及其設(shè)備的最展[J].工程塑料應(yīng)用,2006,34 (1):66-69.
[2]苗立榮,張玉霞,薛平.多層共擠出塑料薄膜機頭的結(jié)構(gòu)改進與發(fā)展[J].中國塑料,2010,24(2):11-20.
[3]武停啟.聚合物共擠出復(fù)合流動機理及數(shù)值模擬研究[D].北京:北京化工大學(xué),2006.
[4]YUTC,HANCD.Stratified two-phase flow of molten polymers[J].Journal of Applied Polymer Science,1973,17(4):1203-1225.
[5]HAN C D.Multiphase flow in polymer processing[M].New York:Academic Press,1981:341-342.
[6]HANCD,CHINHB.A study of coextrusion in a circular die[J].Journal of Applied Polymer Science.1975,19: 1875-1883.
[7]HANCD,SHETTYR.Studies on multilayer film coextrusion I. therheology of flat film coextrusion[J].Polymer Engineering andScience,1976,16(10):697-705.
[8] HANCD,CHINHB.Theoretical prediction of the pressure gradientsin coextrusion of non-newtonian fluids[J].Polymer Engineering and
Science,1979,19(16):1156-1162.
[9]PERDIKOULIAS J,TZOGANAKIS C. Interfacial instability in co�extrusion flows of low-density polyethylenes: experimentalstudies[J].Polymer Engineering and Science,2000,40(5):1056-1064.
[10]AHMEDR,LIANGRF,MACKLEY M R.The experimental observation and numerical prediction of planar entry flow and die swell for molten polyethylenes[J].Journal of Non-Newtonian Fluid Mechanics,1995,59(2 /3):129-153.
[11]ANDERSON P D,DOOLEY J,MEIJER H E H. Viscoelastic effects in multilayer polymer extrusion[J].Applied Rheology,2006,16 (4 ):198-205.
[12]MICHAELI W,BLMERP.Flat spiral dies-rheological design with network theory[J].Journal of Polymer Engineering,2004,24 (1 /2 /3):137-154.
[13]尹華濤,江波.共擠出機頭中的聚合物熔體流動分析[J].現(xiàn)代塑料加工應(yīng)用,2003,15(4):44-47.
[14 鄧小珍.塑料異型材氣體輔助共擠出成型的實驗和理論研究[D].南昌:南昌大學(xué),2014.
[15]解挺,朱元吉,尹延國,等.共擠出的影響因素[J]塑料科技,1996(5):30-33.
[16] HUANG C C. A systematic approach for the design of a spiral mandreldie[J]. Polymer Engineering and Science,1998,38(4):573-582.
[17]吳衛(wèi)平.用于管材加工的螺旋機頭[J].塑料工業(yè),1991 ( 2 ):30-34.
[18]張敏.雙組分聚合物異型材共擠出過程的數(shù)值模擬研究[D].濟南:山東大學(xué),2007.
[19]徐玉興,李國勝.三層復(fù)合薄膜共擠機頭流場仿真分析[J].CAD/CAM 與制造業(yè)信息化,2013(10):63 - 68.
[20]WHITE J L,UFFORDRC,DHAROD KR,et al.Experimental and theoretical study of the extrusion of two-phase molten polymer systems[J].Journal of Applied Polymer Science,1972,16(6):1313-1330CAD/CAM 與制造業(yè)信息化,2013(10):63-68.


























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





