胡玉玲,劉淑梅,廖秋慧,高 沖
( 上海工程技術(shù)大學(xué),上海 201620)
摘要:通過三因素三水平正交試驗的設(shè)計以及型坯12段非等厚度優(yōu)化的方法,得到最優(yōu)工藝參數(shù)組合,最終實現(xiàn)吹塑件壁厚合格且均勻性明顯提高。采用Workbench-Polyflow分析軟件進(jìn)行型吹脹過程的數(shù)值模擬[1]。完成9組方案的模擬后,選取12個特征點的厚度值作參考代替整體厚度均勻性,經(jīng)方差分析得出:工藝參數(shù)最優(yōu)解為吹脹壓力A(0.456MPa)、吹脹時間B(1.210s)、模具運動速度C(0.878m/s)。影響權(quán)重大小為B<A<C。為了得到符合實際生產(chǎn)標(biāo)準(zhǔn)的制件,在最優(yōu)工藝參數(shù)的基礎(chǔ)上,進(jìn)行型坯的非等厚度優(yōu)化,結(jié)果方差降低45%,壁厚均勻性顯著提高,壁厚平均值為0.773mm,最低厚度0.556mm,經(jīng)生產(chǎn)驗證,產(chǎn)品厚度合格。
關(guān)鍵詞:擠出吹塑;正交試驗;數(shù)值模擬;非等厚度型坯;工藝優(yōu)化
0 引言
擠出吹塑過程是1個大變形、大應(yīng)變的過程,包括型坯成型、型坯吹脹和制品冷3個階段[2]。當(dāng)型坯與模具型腔接觸時,變化機理極其復(fù)雜,導(dǎo)致壁厚不均勻的直接原因是型坯吹脹過程中各部位的形變不一致[3]。1 L墨水瓶是常見的日用品,采用擠出吹塑成型,要求壁厚0.5~1mm。但生產(chǎn)中普遍存在厚度不均的問題,厚度不均將會造成材料的收縮不一致,厚壁位置會在表面出現(xiàn)縮水,凹坑等問題,影響外觀,而且厚壁與薄壁轉(zhuǎn)接處會產(chǎn)生內(nèi)應(yīng)力,影響產(chǎn)品的強度[4]。文章從成型工藝條件的角度出發(fā),探討了其對制品厚度的影響,改善了壁厚不均的情況。
1 三維模型與網(wǎng)格劃分的建立
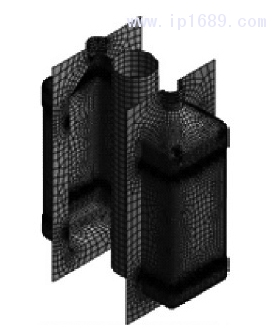
假設(shè)熔體是不可壓縮、等溫流動且連續(xù)的,其流動遵循質(zhì)量守恒定律、動量定律、能量守恒定律[5]。常用的1 L墨水瓶幾何模型如圖1所示,高235 mm,瓶口直徑23 mm,最大寬度和長度80mm,假設(shè)型坯直徑45 mm,吹脹比為1.78,模具到型坯中心距離為50 mm。假設(shè)其為等溫模具,并對型坯和模具進(jìn)行網(wǎng)格劃分[6],如圖2所示。
2 正交試驗設(shè)計及結(jié)果
2.1 正交試驗設(shè)計
吹脹壓力可以使型坯變形緊貼模具型腔壁,并對產(chǎn)品進(jìn)行保壓、冷卻[7]。合理的壓力范圍將得到合格的產(chǎn)品。研究壓力大小,吹壓時間和模具運動速度三素對成型制件壁厚的影響。正交試驗方案設(shè)計如下:(1)由于實驗條件不易精確控制,并能大致獲取工藝參數(shù)的適當(dāng)取值范圍2個原因[8],將吹塑壓力大小、吹脹時間和模具運動速度三因素分別設(shè)計3個水平。各因素水平如表1所示。(2)試驗涉及三因素三水平,不考慮交互作用,采用L9 (33)正交表,正交試驗方案如表2所示。
圖 1 三維模型圖 圖2 型坯與模具網(wǎng)格
表 1 正交試驗設(shè)計
2.2 有限元數(shù)值模擬及結(jié)果
2. 2. 1 邊界條件設(shè)定
在workbench模塊中,建立2D-shell Geometry 瞬態(tài)分析任務(wù),設(shè)置流動邊界條件[9]。分析任務(wù)包含定義模具和子任務(wù)型坯。其中,定義模具包含定義模具區(qū)域、接觸條件及模具運動參數(shù),而子任務(wù)包含定義型坯區(qū)域、流動條件、材料屬性、初始厚度、吹脹壓力等。9組正交試驗方案中,型坯初始厚度設(shè)為0.0018 m,重力為-9.81m/s,產(chǎn)品材料HDPE,密度為900g /cm3,黏度為10 000Pa·s,考慮慣性因素。
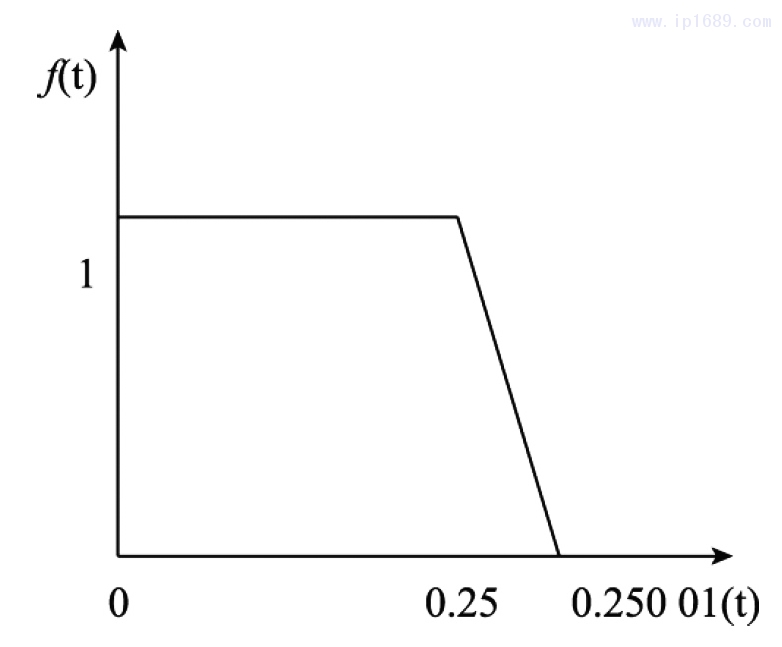
模具的運動速度是1個隨時間變化的函數(shù),因此,采用漸進(jìn)函數(shù)f(t)—斜坡函數(shù)實現(xiàn)模具運動[10],斜坡函數(shù)曲線如圖3所示。以方案A1B1C1為例,斜坡函數(shù)的參數(shù)如圖3、4 所示。
圖 3 模具運動斜坡函數(shù)
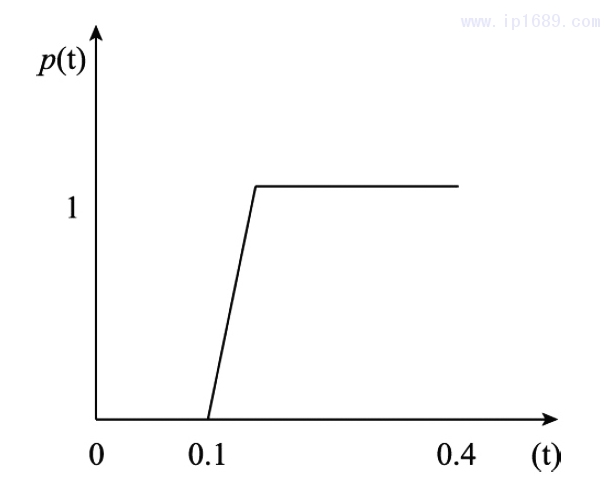
圖 4 壓力斜坡函數(shù)
吹脹壓力P(t)同樣采用漸進(jìn)函數(shù)—斜坡函數(shù)實現(xiàn)[11]。其中,斜坡函數(shù)參數(shù)如圖 4 所示。
2.2. 2 數(shù)值模擬結(jié)果
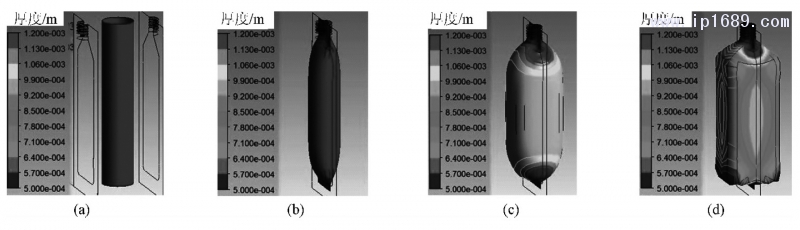
吹塑過程包括模具合模擠壓型坯和吹塑膨脹2個階段[12]。圖5為A1B1C1擠出吹塑過 程,由圖可知,型坯厚度的變化規(guī)律。
此方案吹塑總時間為2s。由圖5可知,吹脹前段時間,型坯形狀變化較明顯,1.33s后,厚度變化較小。等厚度型坯接觸模具的同時,溫度降低,黏度變大,變形程度較小,厚度變化程度較小[13]。所以先接觸模具的型坯厚度較大[14]。相反,后接觸模具的拐角位置繼續(xù)變形,厚度不斷減小,因而形成厚度不均勻的情況[15]。
2.3 結(jié)果與討論
2.3. 1 厚度分析
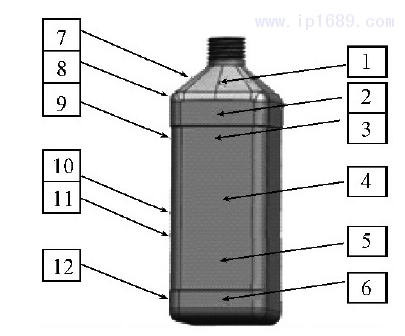
最優(yōu)的制品壁厚分布是評價制品質(zhì)量最重要的指標(biāo)之一[16]。12點大致位于瓶身的兩條對稱線上,并根據(jù)多次模擬結(jié)果得出規(guī)律12處是局部厚度的轉(zhuǎn)折點,即較厚或較薄的位置。采用局部特征代表整體均勻性的方法,具有代表性[17]。表6、圖6均為12個特征點的空間位置。
圖 5 A1B1C1 方案吹塑過程
(a)0. 01 s (b)0. 25 s (c)0. 31 s (d)1. 33 s
圖 6 12 個特征點的空間位置
表 2 12 個特征點的空間位置
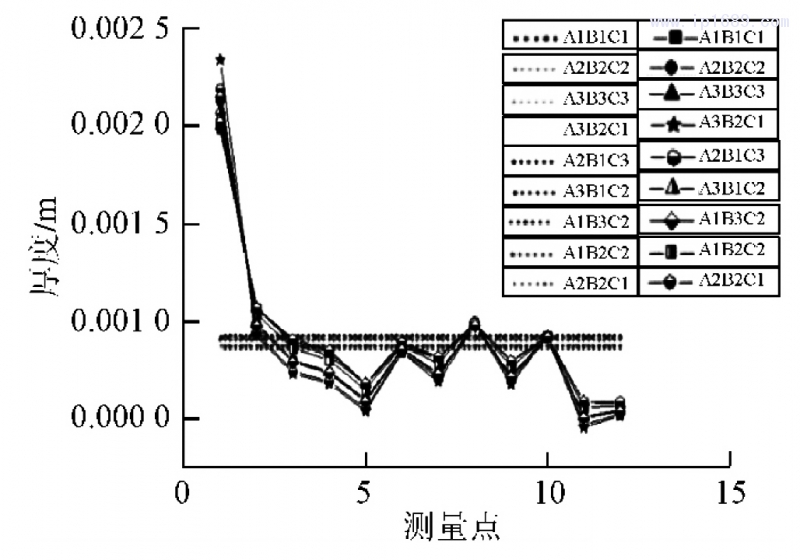
圖7為9組工藝參數(shù)12個位置的壁厚變化曲線,虛線代表各壁厚均值。從圖中可以看到成型制件每點壁厚與均值的偏離程度,偏離程度越小,制件壁厚之間的差異越小;偏離程度越大,制件壁厚之間的差異越大[18]。
圖 7 9 種方案的 12 個位置的厚度分布情況
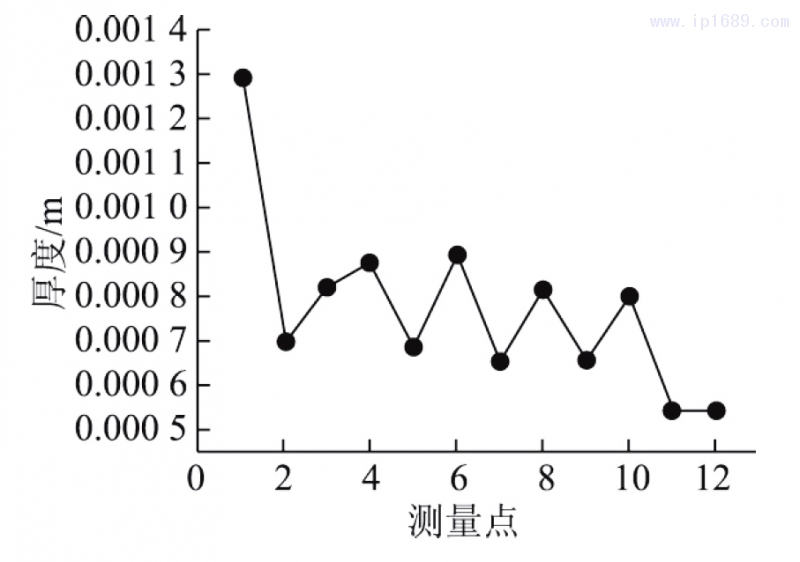
12個點的厚度根據(jù)均值分為3個水平,點1、2處厚度均大于1 mm;點5、11、12處厚度較薄,點11處只有0.534mm;其余特征點厚度均值在0. 7~1 mm。從圖7中可以看出,A1B1C1、A2B2C2、A3B3C3組中,大部分特征點的壁厚值均在均值以上波動,其余方案則在均值以下波動。A3B1C2組的壁厚值在均值附近波動的頻率是最均勻的。
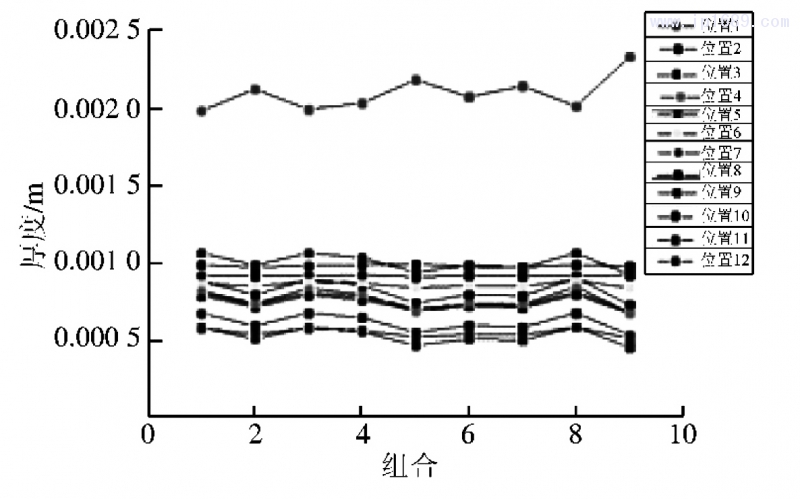
由圖8可知,除位置1的厚度較大外,其他位置均在0. 5~1mm 范圍內(nèi),工藝參數(shù)對位置 6、10處厚度變化的影響較小,且不同組合的變化趨勢較為相似,而且,其變形量的變化趨勢也基本一致。
圖 8 12 個位置不同參數(shù)組合下的厚度分布情況
2.3. 2 方差分析
9組正交試驗的結(jié)果如表3所示,分析了12個特征點的壁厚方差值以及壁厚的均勻性情況。通過極差分析,影響權(quán)重為因素B<A<C。
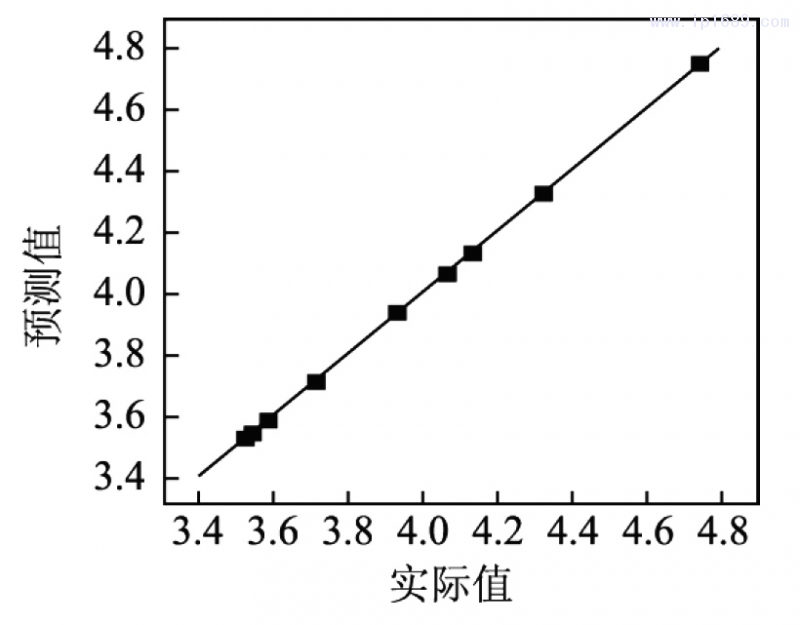
圖9為采用二次方程擬合的曲線,擬合度為0.99,預(yù)測值與實際值較為一致。最終得到試驗最優(yōu)工藝參數(shù),吹脹壓力為0. 456 MPa,吹脹時間為1.210 s,模具運動速度為0.878 m/s。
圖 9 預(yù)測值與實際值的對比
3 非等厚度型坯優(yōu)化
型坯成型過程中,只有拉伸沒有壓縮變形,因此,變形量δ=H型坯/H制件,H型坯為某位置初始型坯厚度,H制件為同一位置制件的厚度[19]。如瓶口部分初始型坯厚度為1mm,得到的制件為1mm,通過公式得到變形量δ=1。同理,得到13段厚度的
變形量。假設(shè)每段理想制件厚度為1.8 mm,則H理想型坯=H理想制件×δ,最終確定13段非等厚度理想型坯的厚度值[20],如圖 10 所示。
圖 10 13 段非等厚度型坯及各段厚度值
4 生產(chǎn)驗證
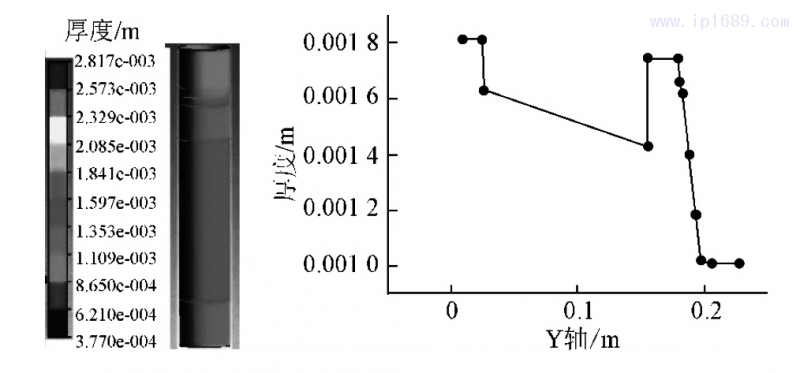
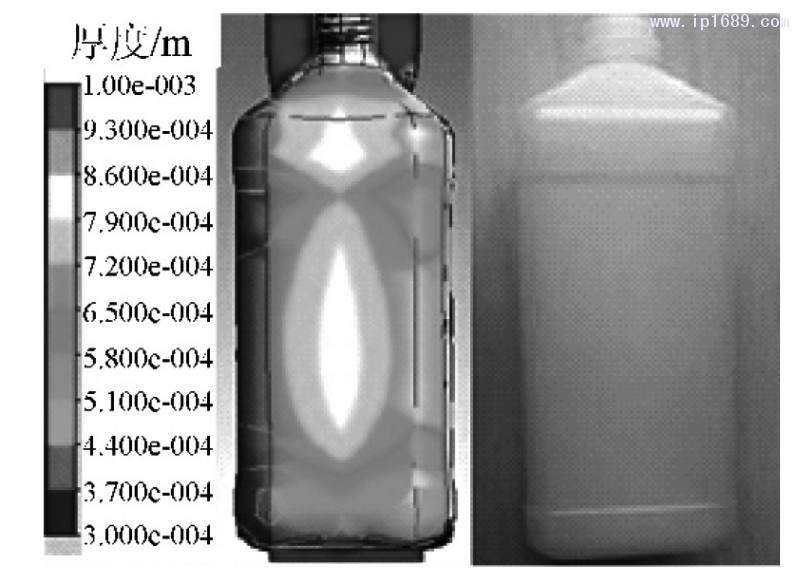
通過正交實驗結(jié)果得出了最優(yōu)工藝參數(shù),經(jīng)過13段非等厚度理想型坯吹脹成型,壁厚方差為1. 94×10-4m2,小于正交試驗的最小方差3.52762×10-4m2,壁厚均勻性顯著提高,壁厚平均值為0.773 mm,最低厚度為0.556 mm,厚度合格。最終優(yōu)化模型與產(chǎn)品如圖 12 所示。
圖 11 制件的 12 個點壁厚值
圖 12 模型與制品圖
5 結(jié)論
(1)正交實驗為優(yōu)化制件壁厚實驗提供了合理的工藝參數(shù)[21]。通過三因素三水平正交試驗,借助Polyflow軟件模擬9組方案的擠出吹塑過程,取12組特征位置的制品壁厚值,經(jīng)過方差分析,得到1 L墨水瓶的吹塑工藝最優(yōu)參數(shù),吹脹壓力為0.456MPa、吹脹時間為1.210 s、模具運動速度為0.878 m/s。
(2)通過正交試驗法得到最優(yōu)工藝參數(shù),用于指導(dǎo)非等厚度型坯的模擬與生產(chǎn),進(jìn)一步提高了產(chǎn)品壁厚均勻性。
參考文獻(xiàn):
[1]王海民.?dāng)D出吹塑成型中壓力的變化對中空工業(yè)制件壁厚的影響[D].重慶:重慶理工大學(xué),2010.
[2]任清海,翁楠,耿鐵.注塑制品翹曲變形的影響因素及對策[J].塑料制造,2015(5):69 -72.
[3]張振,朱元吉.基于Polyflow的塑料異型材擠出模頭功能塊流道的設(shè)計[J].模具工業(yè),2007(7):61-64.
[4]顧菲菲,朱志松,嚴(yán)曉照.噸包裝內(nèi)膽擠出吹塑成型型坯吹脹的數(shù)值模擬[J].現(xiàn)代塑料加工應(yīng)用,2013,25(1):46-49.
[5]黃虹,王海民,邱方軍,等.?dāng)D出吹塑塑料油箱壁厚均勻性的研究與應(yīng)用[J].塑料科技,2010,38(2):62-65.
[6]黃虹,邱方軍,王海民,等.口模異型化設(shè)計在優(yōu)化擠出吹塑中空工業(yè)制件壁厚分布中的研究與應(yīng)用[J].工程塑料應(yīng)用,2009,37(12):68-71.
[7]丁小鋒,范存金,周利軍,等.10 mL PP塑料瓶吹塑成型過程仿真分析[J].機電信息,2017(26):22-27.
[8]鐘世云.中空吹塑制品的新進(jìn)展[J].中國塑料,2003,17 (8 ):9-14.
[9]黃漢雄.工程塑料擠出吹塑的機械與工藝[J].工程塑料應(yīng)用,1991(3):33-36.
[10 李海梅,高峰,申長雨.吹塑成型發(fā)展現(xiàn)狀[J].塑膠工業(yè),2006(3):15-19.
[11 李道喜,李能文,明浩,等.改善擠出吹塑制件壁厚均勻性的幾種方法[J].精密成形工程,2012,4(1):54-57.
[12]錢欣,許王定,金楊福.POLYFLOW 基礎(chǔ)及其在塑料加工中的應(yīng)用[M].北京:化學(xué)工業(yè)出版社,2010.
[13]DEBBAUT B,HOMERIN O,JIVRAJ N.A comparison betweenexperiments and predictions for the blow molding of an industrial part
[J].Polymer Engineering and Science,1999,39(9):1812-1822.
[14]吳其曄,巫靜安.高分子材料流變學(xué)[M].北京:高等教育出版社,2002.
[15]易婷,焦志偉,楊衛(wèi)民.?dāng)D出吹塑成型初始型坯溫度的數(shù)值模擬優(yōu)化[J].塑料,2016,45(6):69 - 72.
[16]郝晨暉,王婷.中空吹塑成型技術(shù)專利分析[J].河南科技,2016(22):56 -58.
[17]黃虹,李軍,陳元芳,等.中小型中空塑件的多管坯擠出吹塑成型技術(shù)研究[J].工程塑料應(yīng)用,2004,32(4):20-24.
[18]PEPLISKI K,MOZERA.Ansys-Polyflow software use to selec the parison diameter and its thickness distribution in blowing extrusion
[J].Journal of Polish CIMAC,2010,5(3):133-142.
[19]蘇龍.對高分子材料的加工成型技術(shù)研究[J].信息記錄材料,2017,18(5):43-44.
[20]黃虹,劉春,黃強.中空塑件單管坯擠出-多型腔吹塑工藝研究[J].中國塑料,2004,18(7):54-57.
[21] WANG J,PENG J,CHEN J,et al.Numerical Optimization of theparison thickness of oil drum in extrusion blow molding[J].Advanced Materials Research,2014,881 /882 /883:1455-1459.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





