一、 常見缺陷的解釋
焦痕(RURNS):由熱引起的材料分解。
混色(DISCOLORATION):偏離原色或顏色不一致。
入水紋(FLOWMARKS):塑膠件流動形成的象干涸河道一樣的條紋。
霧點(HAZE):在清晰材料表面形成的朦朧點或區(qū)域。
凹點(PITS):小凹坑或表面缺料。
凸點(PROTRUSIONS):高于周圍材料表面的點或面。
花痕(SCRATCHES):小溝槽或切入材料表面的點或面。
縮水(SINKMARKS):表面收縮或小陷痕跡。
斑點(SPECKS):在面或內(nèi)部的小微粒或雜質(zhì)。
夾水紋(WELDLINES):在塑膠表面冷料前端熔接在一起時形成的可見線(痕跡)。
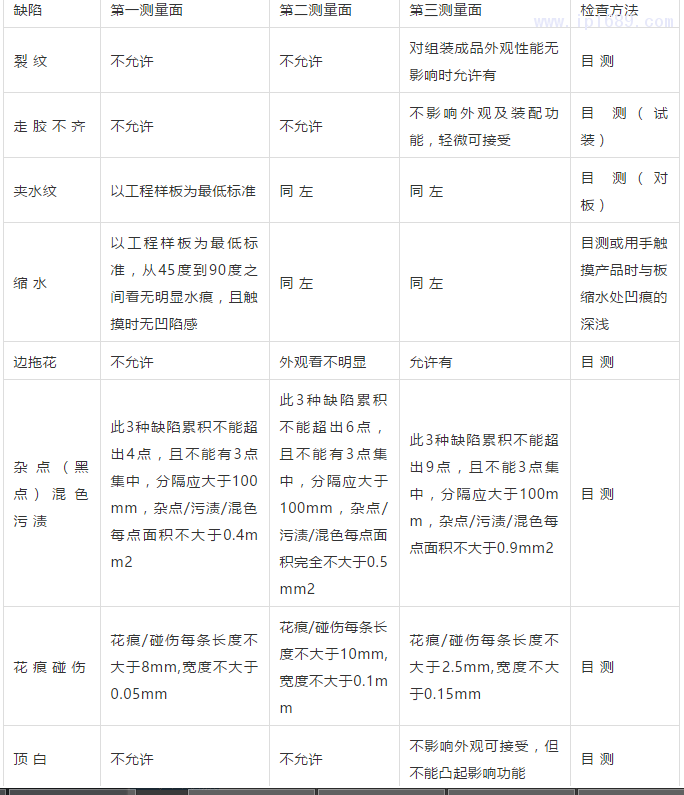
測量面:被觀察表面 第一測量面:用戶常看到的頂面或側(cè)面 第二測量面:用戶偶然地看到或很少看到的側(cè)面、拐角或邊位。第三測量面:總裝件、組件、零件的底面或裝配時相互貼在一起的零件表面。
二、檢查條件
2.1、此標準以對功能無影響為前提而且靠目測比較,故并不優(yōu)于限度樣板及個別特殊標準。
2.2、通常在30cm處目測3~5秒,如果發(fā)現(xiàn)缺陷,移到50cm觀測3~7秒,難以看得到及不太明顯缺點為OK。
2.3、檢測光源為生產(chǎn)工廠日光燈,視力0.7以上。
2.4、觀察角度:垂直于被觀察面及上下45度角。
三、技術(shù)要求及檢驗方法3.1表面(外觀)質(zhì)量
四、注塑產(chǎn)品質(zhì)量常規(guī)檢查標準
功能質(zhì)量
1、披峰——任何喇叭孔、按鍵孔、開關(guān)制孔及所有運動件相配合孔位均不能有披峰,內(nèi)藏柱位、骨位披峰則不能影響裝配及功能;外露及有可能外露(如:電池門)影響安全的披峰,用手摸不能有刮手的感覺。
2、變形——支撐于平臺的底殼變形量不大于0.3mm,與支撐于平臺的底殼相配的面殼其變形量也不能大于0.3mm,其余塑件的變形以不影響裝配功能可接受。
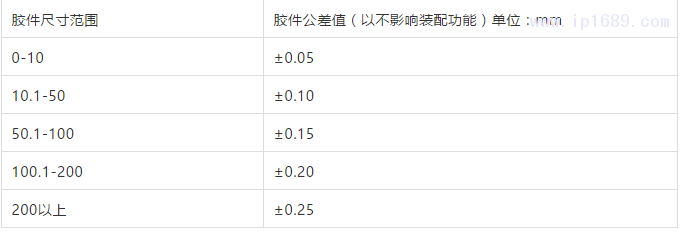
3、尺寸——尺寸要求接PARTSPEC,無SPEC時參照樣板按下列公差要求控制:
4、水口余膠
a)、外露以及有可能外露(例如:電池門)會影響外觀及安全標準的水口位應(yīng)平坦,且符合安全標準不能刮手。
b)、有裝配要求,但不能外露,不影響裝配的水口余膠應(yīng)控制在0.5mm以內(nèi)且不影響功能。
c)、無裝配要求,不影響功能,不外露的水口,控制在1.5mm以內(nèi),水口位斷裂形狀可處于自由狀
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





