賈慶雪1,趙步青2
1.北京中鼎高科自動(dòng)化技術(shù)有限公司 北京 101102
2.安徽嘉龍鋒鋼刀具有限公司 安徽馬鞍山 243131
摘要:闡述了模具在國(guó)民經(jīng)濟(jì)中的重要性,簡(jiǎn)介模具材料研發(fā)和應(yīng)用現(xiàn)狀,預(yù)測(cè)發(fā)展趨勢(shì),重點(diǎn)解析模具表面強(qiáng)化工藝方法,提出了發(fā)展模具材料建議,論述了表面強(qiáng)化方法及其選擇原則和應(yīng)用案例,指出振興民族工業(yè),必須模具先行。
關(guān)鍵詞:模具材料;熱處理;表面強(qiáng)化;使用壽命
序言
模具是工業(yè)生產(chǎn)的主要工藝裝備,各行各業(yè)均離不開(kāi)模具,模具工業(yè)是基礎(chǔ)工業(yè)。模具以其特定的結(jié)構(gòu)形式、通過(guò)特定的方式使材料成形,因?yàn)槠渚哂猩a(chǎn)效率高、程序化佳、產(chǎn)品質(zhì)量好、材料消耗少,以及生產(chǎn)成本低的優(yōu)勢(shì),所以世界各國(guó)都非常重視模具的應(yīng)用與發(fā)展。模具使用壽命的高低不僅是衡量模具質(zhì)量的重要指標(biāo),而且在一定程度上反映一個(gè)地區(qū)甚至一個(gè)國(guó)家的冶金工業(yè)和機(jī)械工業(yè)的水平。我國(guó)已成為世界模具制造大國(guó),但不是強(qiáng)國(guó),模具的制造水平與世界發(fā)達(dá)國(guó)家相比,還有很大的差距。據(jù)行業(yè)專(zhuān)家考證,目前我國(guó)模具的使用壽命只有先進(jìn)國(guó)家的1/5~1/2,一些優(yōu)質(zhì)的模具材料和大型、復(fù)雜的模具仍需進(jìn)口。據(jù)統(tǒng)計(jì),在我國(guó)因模具使用壽命低而造成材料、工時(shí)、輔料及能源消耗,以及由此對(duì)產(chǎn)品質(zhì)量影響所帶來(lái)的經(jīng)濟(jì)損失,每年達(dá)數(shù)十億元,并且嚴(yán)重降低了生產(chǎn)效率,直接影響企業(yè)的生存和發(fā)展,因此,提高模具使用壽命的潛力和空間巨大。
一、模具在國(guó)民經(jīng)濟(jì)中的地位
模具在國(guó)民經(jīng)濟(jì)中的作用十分重要,先從材料上看,幾乎所有的金屬材料制件,如鍛件、沖壓件、鑄件、拉深件和粉末冶金件,以及非金屬材料零件,如塑料、橡膠、玻璃和陶瓷等制品都是用模具成形的。再?gòu)墓I(yè)產(chǎn)品上看,模具是汽車(chē)、拖拉機(jī)、摩托車(chē)、航空航天、機(jī)電、電器、儀表、家電、日用品、兵器、軍艦、玩具和餐飲等行業(yè)必不可少的工藝裝備,因此可認(rèn)為是“百業(yè)之母”。同時(shí),由于模具產(chǎn)業(yè)的拉動(dòng)性強(qiáng),又被描述為“一業(yè)興,百業(yè)旺”。
少無(wú)切削加工是機(jī)械工業(yè)發(fā)展的一個(gè)方向,而模具正是利用壓力加工實(shí)現(xiàn)少無(wú)切削的首選。由于模具快速成形具有優(yōu)質(zhì)、高效、低耗等優(yōu)點(diǎn),因此得到了廣泛應(yīng)用。據(jù)有關(guān)方面粗略統(tǒng)計(jì):依靠模具加工的產(chǎn)品和零件,家電行業(yè)占80%以上,機(jī)電行業(yè)占70%以上。另外,軍工、輕工以及軌道交通、冶金和建材等行業(yè)的產(chǎn)品生產(chǎn)也均離不開(kāi)模具。
二、模具材料的現(xiàn)狀
世界工業(yè)經(jīng)濟(jì)和科學(xué)技術(shù)的改革創(chuàng)新帶動(dòng)了模具工業(yè)的發(fā)展。目前,世界上工業(yè)發(fā)達(dá)國(guó)家的模具工業(yè)發(fā)展很快,已經(jīng)形成一個(gè)專(zhuān)門(mén)生產(chǎn)、制造、銷(xiāo)售的行業(yè),初步實(shí)現(xiàn)標(biāo)準(zhǔn)化、專(zhuān)業(yè)化、商品化和規(guī)范化,模具已成為高技術(shù)密集型產(chǎn)品。與此同時(shí),國(guó)際國(guó)內(nèi)市場(chǎng)競(jìng)爭(zhēng)激烈,加快了模具產(chǎn)品的更新?lián)Q代,并倒逼模具材料的發(fā)展。
(一)模具鋼分類(lèi)
凡是用來(lái)制造模具的鋼一律稱(chēng)之為模具鋼。目前,我國(guó)的模具材料已規(guī)范化、系列化,GB/T 1299—2014《工模具鋼》將模具鋼分為六大系列,簡(jiǎn)介如下。
1、耐沖擊模具鋼 該類(lèi)模具鋼有4CrW2Si、5CrW2Si、6CrW2Si、6CrMnSi2Mo1V 、5Cr3MnSiMo1、6CrW2SiV共6個(gè)牌號(hào)。
2、軋輥用鋼該類(lèi)模具鋼有9Cr2V 、9Cr2Mo、9Cr2MoV、8Cr3NiMoV、9Cr5NiMoV共5個(gè)牌號(hào)。
3、冷作模具鋼 該類(lèi)模具鋼有9Mn2V、9CrWMn、CrWMn、MnCrWV、7CrMn2Mo、5Cr8M o V S i、7Cr S i M n M o V、Cr8M o2S i V、Cr4W2MoV、6Cr4W3Mo2VNb、6W6Mo5Cr4V、W6M o5Cr4V2、Cr8、Cr12、Cr12W 、7Cr7Mo2V2Si、Cr5Mo1V、Cr12MoV、Cr12Mo1V1共19個(gè)牌號(hào)。
4、熱作模具鋼 該類(lèi)模具鋼有5CrMnMo、5CrNiMo、4CrNi4Mo、4Cr2NiMoV、5Cr2NiMoV、5Cr2NiMoVSi、8Cr3、4CrW2VSi、3Cr2W8V、4Cr5M o S i V、4Cr5M o S i V1、4Cr3M o3S i V、5Cr4Mo3SiMnVAl、4Cr4MnSiMoV、5Cr5WMoSi、5Cr5MoWVSi、3Cr3Mo3W2V、5Cr4W5Mo2V、4 Cr5Mo2V 、3Cr3Mo3V 、4 C r5Mo3V 、3Cr3Mo3VCo3共22個(gè)牌號(hào)。
5、塑料模具鋼 該類(lèi)模具鋼有SM45、SM50、SM55、3Cr2Mo、3Cr2MnNiMo、4Cr2Mn1MoS、8Cr2MnWMoVS、5CrNiMoMnVSCa、2CrNiMoMnV、2CrNi3MoAl、1Ni3MnC uMoAl 、06NiCrMoVTiA l 、00Ni18Co8Mo5TiAl、2Cr13、4Cr13、4Cr13NiVSi、2Cr17Ni2、3Cr17Mo、3Cr17NiMoV、9Cr18、9Cr18MoV共21個(gè)牌號(hào)。
6、特殊用途模具鋼 該類(lèi)模具鋼有7Mn15Cr2Al3V2WMo、3Cr 25Ni20Si2、0Cr17Ni4Cu4Nb、Ni25Cr15Ti2MoMn 、Ni53Cr19Mo3TiNb共5個(gè)牌號(hào)。
上述6大系列78個(gè)牌號(hào),只是列入GB/T 1299—2014中的鋼號(hào),而未列入標(biāo)準(zhǔn)中的還有很多,標(biāo)準(zhǔn)中的鋼號(hào)只是“冰山一角”,實(shí)際生產(chǎn)應(yīng)用中還有許多“非標(biāo)”模具鋼,鋼廠也在不斷推出模具鋼新產(chǎn)品。
目前,模具用粉末鋼、噴射鋼在市場(chǎng)上很受歡迎,應(yīng)用也很廣泛,模具制造廠應(yīng)有針對(duì)性地選用。
另外,硬質(zhì)合金及鋼結(jié)硬質(zhì)合金是模具材料家族新成員,具有廣闊的工業(yè)應(yīng)用前景。
(二)發(fā)展模具材料建議
目前,國(guó)內(nèi)的模具材料基本上能滿(mǎn)足生產(chǎn)需要,但大而精的模具用材料、特殊材料仍依賴(lài)進(jìn)口。因此,相關(guān)應(yīng)用行業(yè)應(yīng)重視熱處理,提高模具壽命,材料要先行,材料是基礎(chǔ),基礎(chǔ)不牢地動(dòng)山搖。下面就目前的材料狀況提3點(diǎn)建議。
1、將3Cr2W8V鋼C含量降下來(lái)早在1994年7月,趙步青在哈爾濱召開(kāi)的“全國(guó)工具熱處理交流會(huì)”上指出,應(yīng)將3Cr2W8V鋼C含量(質(zhì)量分?jǐn)?shù))降到0.25%~0.35%,與國(guó)際標(biāo)準(zhǔn)同規(guī)[1]。我國(guó)20世紀(jì)50年代從蘇聯(lián)引入的3Cr2W8V鋼,俄羅斯在2000年前就將該鋼的C含量從原0.30%~0.40%改為0.25%~0.35%[2]。
從現(xiàn)場(chǎng)失效分析發(fā)現(xiàn),3Cr2W8V鋼模具開(kāi)裂和熱疲勞破壞,大多是C含量超過(guò)了0.35%。因此,建議再修訂模具鋼標(biāo)準(zhǔn)時(shí),一定要把C含量降下來(lái),與國(guó)際標(biāo)準(zhǔn)接軌。
2、冷熱通用的模具鋼有二次硬化效果的模具鋼(如Cr12MoV鋼)冷熱通用,即通過(guò)不同的熱處理工藝,既可以制造冷作模具,也可制造熱作模具。
3、高速鋼是重要的模具鋼材料國(guó)標(biāo)在冷作模具鋼中只列出W6Mo5Cr4V2鋼一個(gè)牌號(hào),現(xiàn)實(shí)中應(yīng)用的牌號(hào)有10個(gè)以上,低合金高速鋼、粉末高速鋼、噴射高速鋼在冷作模具上應(yīng)用越來(lái)越多,前景廣闊。
三、模具的表面強(qiáng)化
模具在使用過(guò)程中,經(jīng)常要受到反復(fù)拉伸、彎曲、扭轉(zhuǎn)、擠壓、摩擦磨損,以及周期性沖擊等各種應(yīng)力的作用,其表面處于較大的應(yīng)力狀態(tài),服役條件較為苛刻。大量的事實(shí)表明,模具的失效和破壞大多發(fā)生在表面,因此除了正確地選材與合理的熱處理外,采用表面強(qiáng)化來(lái)進(jìn)一步提高模具使用壽命也非常重要。
以下簡(jiǎn)介實(shí)用的模具表面強(qiáng)化舉措。
(一) 表面強(qiáng)化方法選擇的原則
1、提高模具表面的耐磨性 模具耐磨性的高低主要與鋼中碳化物的類(lèi)型和數(shù)量有關(guān),即使選用Cr12類(lèi)型的高C、高Cr及高速鋼,其耐磨性往往仍不能滿(mǎn)足要求,而采用表面強(qiáng)化則行之有效。
2、耐磨性與強(qiáng)韌性的良好匹配“剛?cè)岵?jì)”“強(qiáng)韌融合”,對(duì)于目前大多數(shù)使用廠家來(lái)說(shuō),提高強(qiáng)韌性更難些,而解決這些矛盾最好的方法就是表面強(qiáng)化。
3、提高抗咬合能力在拉伸、擠壓等類(lèi)模具中,常發(fā)生“冷焊”現(xiàn)象。解決這類(lèi)問(wèn)題的方法還是表面強(qiáng)化,如硫化、鉬化、蒸汽處理等。
4、改變表面應(yīng)力狀態(tài) 模具經(jīng)淬火、回火處理,表面為拉應(yīng)力狀態(tài),這將促成裂紋的早期形成,如進(jìn)行表面強(qiáng)化形成壓應(yīng)力,則可提高模具使用壽命,其中噴丸處理是方法之一。
5、提高抗氧化性和耐蝕性許多熱作模具和塑料模具均有氧化和腐蝕的問(wèn)題,若僅靠選材和熱處理,則難以解決上述問(wèn)題,因此必須依靠表面強(qiáng)化來(lái)彌補(bǔ),比如鍍鉻就是其中方法之一。
6、經(jīng)濟(jì)實(shí)惠有許多新的表面強(qiáng)化工藝,不一定適合特定生產(chǎn)條件,因此必須結(jié)合本企業(yè)的實(shí)際情況,有針對(duì)性地選用表面強(qiáng)化工藝方法。
(二)表面強(qiáng)化工藝及其應(yīng)用實(shí)例
1、滲氮有氣體滲氮、液體滲氮及固體滲氮。經(jīng)滲氮的模具大多含有強(qiáng)氮化物形成元素(如Al、Cr、W、Mo、V等)的鋼號(hào),如38CrMoVAl、H13、高速鋼及基體鋼,滲氮溫度低于該鋼的回火溫度,滲氮時(shí)間根據(jù)具體鋼種及要求而定。例如:H13鋼壓鑄模,采用氣體滲氮,工藝為(530~550)℃×(12~20)h,滲氮后表面硬度達(dá)600~760HV,滲氮層深為0.15~0.20mm。
2、滲硼3Cr2W8V鋼熱作模具,經(jīng)950℃×4h鹽浴滲硼,滲層組織為FeB+Fe2B,最終經(jīng)1050℃鹽浴加熱,分級(jí)淬火,600℃×2h×3次回火。經(jīng)上述工藝處理的扳手成形輥鍛模,使用壽命可提高1倍以上。
3、滲鈮模具鋼經(jīng)滲鈮后得到一層Nb含量為80%左右的金黃色鈮碳化物層,滲層組織為NbC。鹽浴滲鈮工藝為(900~1050)℃×(4~10)h。滲鈮層有極高的硬度,如Cr12MoV鋼模具可達(dá)3200~3500HV。滲鈮工藝可用于沖模、彎曲模、拉管模、熱鍛模和粉末冶金等模具,使用壽命提高幾倍乃至幾十倍。
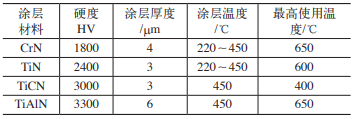
4、PVD、CVD涂層物理涂層PVD是從化學(xué)蒸汽中沉淀硬質(zhì)材料,諸如硬質(zhì)合金、金屬陶瓷以及所有鋼材均可作PVD涂層。在200~550℃較低的溫度范圍內(nèi)可對(duì)模具實(shí)施涂層,后續(xù)無(wú)需再熱處理。硬質(zhì)涂層及其性能見(jiàn)表1[3]。
表1 硬質(zhì)涂層及其性能
化學(xué)涂層CVD可使模具獲得堅(jiān)硬耐磨表面,通常涂層厚度達(dá)2~10μm,硬度2300~3000HV,涂層溫度900~1000℃。
5、滲鉻模具滲鉻可使表面形成一層牢固的Cr-Fe-C合金層,使模具能抗高溫氧化、抗蝕性能,且具有較高的硬度、強(qiáng)度、耐磨性和抗疲勞性能,因此在高溫服役的模具可進(jìn)行滲鉻處理。滲鉻工藝可分為固體滲鉻、液體滲鉻、氣體滲鉻三大類(lèi)。例如,950℃×4h鹽浴滲鉻時(shí),不同材料滲鉻層厚度及硬度見(jiàn)表2[4]。不同模具經(jīng)滲鉻處理后,使用壽命可提高50%以上。
(6)模具的氧氮共滲處理氧氮共滲處理后,可使模具表面形成一層多孔的Fe3O4,該滲層具有良好的減摩性和抗黏著性,共滲溫度540~580℃,共滲時(shí)間1~3h。高速鋼及基體鋼制模具廣泛應(yīng)用此工藝,因?yàn)楣矟B溫度往往是其回火溫度,所以經(jīng)氧氮共滲處理的模具使用壽命可提高1~2倍。
7、滲硫及鉬化處理 經(jīng)滲硫和鉬化處理后的模具有摩擦因數(shù)小、耐磨性好、抗咬合性高及抗擦傷能力強(qiáng)等特點(diǎn),且處理溫度低、成本低、見(jiàn)效快。例如,齒輪滾刀的低溫滲硫液配方(質(zhì)量分?jǐn)?shù))為:硫15%、氫氧化鈉50%、其余為水,滲硫溫度130℃,硫化時(shí)間3h。
表2 950℃×4h鹽浴滲鉻不同材料滲鉻層厚度及硬度
齒輪滾刀的低溫鉬化處理液配方為:MoS2(膠體)與水的質(zhì)量比為(10~15)∶100,鉬化溫度為100℃(浸涂液沸騰),鉬化時(shí)間為40~60min。另外,也可用甘油鉬化法,其配方為MoS2(膠體)與甘油的質(zhì)量比為(5~10)∶100,鉬化溫度為180~200℃,保溫時(shí)間為3~4h。
8、模具的S-N-C復(fù)合共滲S-N-C復(fù)合共滲液體常用尿素作主鹽,添加碳酸鈉、碳酸鉀、碳酸鋰等配成鹽浴,供S劑為硫化鉀、硫化鈉、硫氰化鉀及亞硫酸鈉等,工藝為(560~570)℃×(1~3)h。例如,W18Cr4V鋼不銹鋼沖模,經(jīng)S-N-C復(fù)合共滲后,模具壽命由40萬(wàn)件提高到100萬(wàn)件。3Cr2W8V鋼制鋁合金熱擠壓模,模具壽命由40件提到450件。
9、QPQ強(qiáng)化QPQ是當(dāng)今世界上最先進(jìn)的金屬熔鹽表面強(qiáng)化技術(shù)之一。該技術(shù)可以數(shù)量級(jí)地提高模具表面性能,其耐磨性比滲碳提高10~15倍,耐蝕性比鍍硬鉻提高15~20倍,用于不同服役條件的模具,使用壽命可提高1~3倍。
10、噴丸強(qiáng)化噴丸強(qiáng)化會(huì)使模腔表面產(chǎn)生殘余壓應(yīng)力,試驗(yàn)表明,噴丸處理后在600℃時(shí),殘余壓應(yīng)力還能保持在157MPa的水平,到650℃才完全消失。據(jù)此分析,噴丸強(qiáng)化產(chǎn)生的殘余壓應(yīng)力在
熱作模具工作溫度范圍內(nèi)(560~620℃)仍有效,從而延長(zhǎng)了模具的使用壽命。
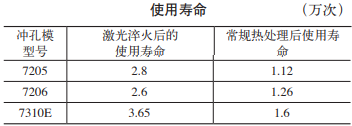
11、激光淬火強(qiáng)化 與其他表面強(qiáng)化相比,激光淬火具有淬硬層深度可控、不需要回火、硬度高,以及淬火組織細(xì)小均勻、耐磨性高、節(jié)能環(huán)保等特點(diǎn)。例如,GCr15鋼軸承保持架沖孔模經(jīng)激光淬火后,表面硬度為849HV,硬化層深度為0.37mm,基體的硬度為490HV,使用壽命見(jiàn)表3[5]。
表3 GCr15鋼軸承保持架沖孔模激光淬火后的
12、離子注入處理該技術(shù)是將從離子源中引出的離子束加速成具有幾萬(wàn)至幾十萬(wàn)電子伏的高能離子束后注入模具表面,形成特殊物理、化學(xué)或力學(xué)性能表面改性層的過(guò)程。例如,YG8硬質(zhì)合金拉絲模經(jīng)離子注入處理,提高了拉絲模表面的硬度、耐磨性、耐疲勞性能和耐蝕性能,從而提高了模具的使用壽命。
四、結(jié)束語(yǔ)
我國(guó)的模具材料規(guī)格品種比較齊全,能滿(mǎn)足國(guó)家發(fā)展戰(zhàn)略的需求,但鋼材的成分控制及其純凈度有待提高。有人曾用光譜分析國(guó)內(nèi)外同規(guī)格、同牌號(hào)的模具鋼化學(xué)成分,結(jié)果發(fā)現(xiàn),國(guó)產(chǎn)模具鋼材成分波動(dòng)大、雜質(zhì)多,而國(guó)外模具鋼材成分范圍窄,除了主要成分外,沒(méi)有多余元素,這也是國(guó)產(chǎn)模具鋼材制造出的模具使用壽命低的一個(gè)原因。
正確和先進(jìn)的熱處理工藝,可以充分地挖掘模具材料的潛力,提高或延長(zhǎng)其使用壽命。隨著科學(xué)技術(shù)的發(fā)展,熱處理技術(shù)也有了長(zhǎng)足的進(jìn)步,如真空熱處理、激光淬火、電子束熱處理、氣相沉積強(qiáng)化、可控氣氛熱處理、多元共滲及各種復(fù)合熱處理,八仙過(guò)海各顯神通,大大提高了模具質(zhì)量和使用壽命。在工業(yè)生產(chǎn)中,模具的重要性不言而喻,因此要振興民族工業(yè),模具必須先行,從原材料、機(jī)械加工、熱處理及表面強(qiáng)化,直到客戶(hù)使用,環(huán)環(huán)相扣,層層抓緊抓細(xì),將提高模具使用壽命真正落到實(shí)處。
模具表面強(qiáng)化的“表面文章”內(nèi)涵豐富、潛力巨大,沒(méi)有任何一種強(qiáng)化工藝適合所有模具,因此應(yīng)實(shí)施個(gè)性化服務(wù),針對(duì)不同服役狀態(tài)下的模具,制定相應(yīng)的強(qiáng)化工藝,最終落實(shí)到提高使用壽命的課題上來(lái)。
參考文獻(xiàn):
[1] 趙步青.3Cr2W8V鋼的熱處理工藝[J].機(jī)電工程,1994(4):39-41.
[2] 李維鉞,李軍.中外鋼鐵牌號(hào)速查手冊(cè)[M].3版.北京:機(jī)械工業(yè)出版社,2010:406-407.
[3] 任冬云.模具制造手冊(cè)[M].3版.北京:化學(xué)工業(yè)出版社,2016:370-371.
[4] 趙昌盛.模具材料及熱處理手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2008:164-165.
[5] 姚艷書(shū),唐殿福,郭冰峰.工具鋼及其熱處理[M].沈陽(yáng):遼寧科學(xué)技術(shù)出版社,2009:819-820.
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













