劉剛 傅南紅 焦曉龍 竇希宇 許宇軒 謝鵬程
(1.北京化工大學(xué)機(jī)電工程學(xué)院,北京100029;2.海天塑機(jī)集團(tuán)有限公司,浙江寧波315801)
摘要:注射成型過程中由于型腔壓力大于鎖模力而產(chǎn)生的脹模現(xiàn)象對(duì)注塑制品質(zhì)量具有顯著的影響。基于全電動(dòng)三板肘桿式注塑機(jī),系統(tǒng)研究了注射成型過程中的脹模特性和由脹模引起的鎖模力變化特性。結(jié)果表明,在肘桿式注塑機(jī)的脹模過程中,鎖模力變化量能夠反映脹模程度的大小,鎖模力最大增量與鎖模力變均可作為衡量注塑制品質(zhì)量的指標(biāo)。
關(guān)鍵詞:脹模特性;脹模量;鎖模力最大增量;鎖模力變
0前言
注射成型具有生產(chǎn)成本低、生產(chǎn)效率高的優(yōu)勢(shì),被廣泛應(yīng)用于電子產(chǎn)品、日常生活用品、汽車、醫(yī)療設(shè)備、航空航天、光學(xué)鏡片、國(guó)防裝備等領(lǐng)域。在注塑周期中的充填結(jié)束至保壓過程中,動(dòng)模與定模之間會(huì)有微小分離量,即脹模量[1]。脹模量與制品質(zhì)量呈高度線性相關(guān),可作為衡量制品質(zhì)量的指標(biāo)[2~5]。然而,脹模量的檢測(cè)通常需要在模具四周安裝線性位移傳感器,會(huì)對(duì)模具造成不可逆的損傷。如何通過非損傷的方式檢測(cè)脹模程度的大小進(jìn)而衡量制品質(zhì)量具有重要的意義。
注塑過程中發(fā)生的脹模現(xiàn)象會(huì)引起鎖模力增加,鎖模力最大增量和脹模量是表征制品質(zhì)量的2個(gè)指標(biāo)[6]。本文基于全電動(dòng)三板肘桿式注塑機(jī),分別對(duì)注塑制品有無飛邊產(chǎn)生情況下的脹模過程特性以及由脹模引起的鎖模力變化特性進(jìn)行了實(shí)驗(yàn)研究。
1實(shí)驗(yàn)部分
1.1 主要原料
聚丙烯(PP),1120,熔體流動(dòng)速率為15g/10min,臺(tái)塑工業(yè)(寧波)有限公司。
1.2 主要設(shè)備及儀器
全電動(dòng)注塑機(jī),VE1500Ⅱ/430h,寧波長(zhǎng)飛亞塑料機(jī)械制造有限公司;
鎖模力傳感器,QE1008,瑞士GefranSensormateAG公司;
LVDT線性位移傳感器,LCA2-V3,北京阿貝克傳感器技術(shù)有限公司;
型腔壓力傳感器,溫壓一體式傳感器6189A,瑞士KistlerInstrumenteAG公司;
數(shù)據(jù)采集卡,NI6212,美國(guó)國(guó)家儀器NI公司。
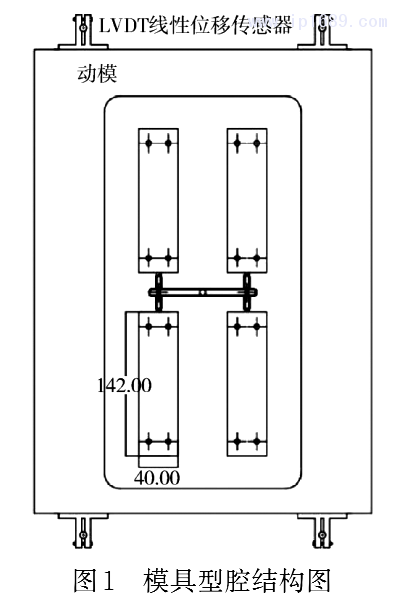
本次實(shí)驗(yàn)采用的模具型腔結(jié)構(gòu)及LVDT線性位移傳感器安裝位置如圖1所示,模具型腔及流道在分型面的投影面積為24757.8mm2。
1.3 實(shí)驗(yàn)過程
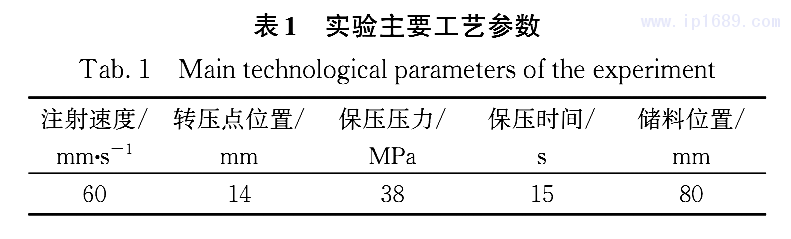
實(shí)驗(yàn)主要工藝參數(shù)見表1所示,由數(shù)據(jù)采集模塊同步采集鎖模力、型腔壓力、注射壓力、脹模量,采集周期自開始合模到冷卻結(jié)束開模完成為止,繪制各個(gè)參數(shù)隨時(shí)間變化的曲線圖。
從最高鎖模力開始,依次降低10t,至制品產(chǎn)生明顯飛邊缺陷停止,在每個(gè)鎖模力設(shè)定值下進(jìn)行3次試模,采集對(duì)應(yīng)3組注塑周期內(nèi)鎖模力數(shù)據(jù),并稱量記錄對(duì)應(yīng)制品質(zhì)量。
在制品產(chǎn)生飛邊時(shí)對(duì)應(yīng)的鎖模力設(shè)定值下,同步采集注塑周期內(nèi)鎖模力、型腔壓力、注射壓力、脹模量,繪制各個(gè)參數(shù)隨時(shí)間變化的曲線。
1.4 性能測(cè)試與結(jié)構(gòu)表征
鎖模力測(cè)試:在注塑機(jī)拉桿安裝QE1008鎖模力傳感器,經(jīng)由放大器將模擬信號(hào)輸入至NI采集卡進(jìn)行數(shù)據(jù)采集;
脹模量測(cè)試:在模具四周安裝LVDT線性位移傳感器,經(jīng)由放大器將模擬信號(hào)輸入至NI采集卡進(jìn)行數(shù)據(jù)采集;
型腔壓力測(cè)試:在模具內(nèi)部安裝Kistler溫壓一體式傳感器,經(jīng)由放大器將模擬信號(hào)輸入至NI采集卡進(jìn)行數(shù)據(jù)采集。
2結(jié)果與討論
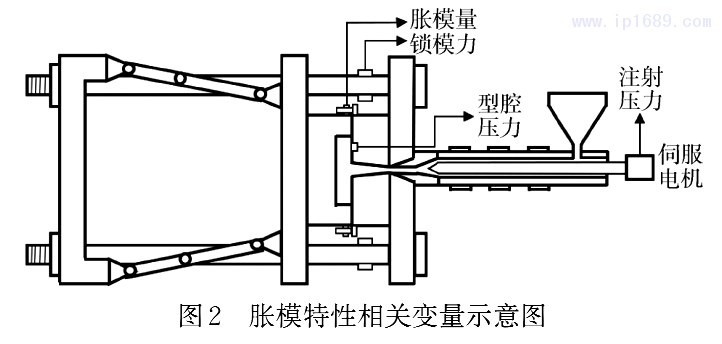
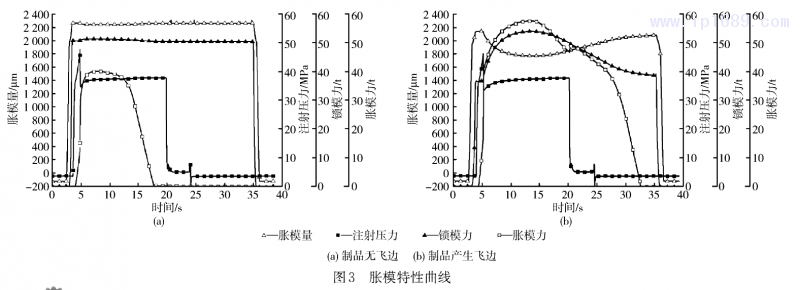
圖2為注射成型過程脹模特性涉及的相關(guān)變量示意圖。其中,在鎖模狀態(tài)下,合模單元中曲肘連桿伸直,處于自鎖狀態(tài),因此將曲肘連桿簡(jiǎn)化為一根受壓的彈性桿。圖3(a)為制品無飛邊情況下的脹模特性曲線,圖3(b)為制品產(chǎn)生飛邊缺陷情況下的脹模特性曲線,圖3(a)和3(b)分別在鎖模力設(shè)定值為70t與30t的條件下進(jìn)行,其他工藝參數(shù)均相同。脹模特性曲線指一個(gè)注射成型周期內(nèi)從開始合模至頂出制品過程中的鎖模力、脹模量、脹模力以及注射壓力隨時(shí)間變化的曲線。其中,脹模力等于模具型腔及流道在分型面上的投影面積與型腔壓力的乘積;脹模量是指充填過程中模具型腔尺寸軸向變化量,該變化量與充填過程中模具分型面位置變化量相等;當(dāng)脹模力大于鎖模力時(shí),發(fā)生脹模現(xiàn)象。
2. 1 脹模特性曲線
如圖3(a)所示,在制品無飛邊情況下,脹模發(fā)生于注射末端,結(jié)束于保壓過程中某一時(shí)刻。脹模力在保壓過程中達(dá)到峰值后隨著模具型腔內(nèi)熔體的冷卻不斷降低,直至澆口封凍,脹模力降為零。在脹模過程中,鎖模力隨著脹模程度的增加而增大,型腔壓力最大時(shí),脹模程度最大,鎖模力亦達(dá)到峰值;如圖3(b)在制品產(chǎn)生飛邊缺陷的情況下,脹模發(fā)生于注射末端,結(jié)束于冷卻階段中某一時(shí)刻。在脹模過程中,鎖模力伴隨著脹模程度的增加而顯著增大,同時(shí),由于脹模力過大,模具分型面兩側(cè)產(chǎn)生間隙,型腔內(nèi)熔體在保壓過程中溢出,形成制品飛邊缺陷,相比制品無飛邊產(chǎn)生的情況,此時(shí)由于模腔中被充入過多的熔體,熔體冷卻和澆口封凍需要的時(shí)間更久,保壓結(jié)束時(shí)澆口仍未封凍,導(dǎo)致保壓壓力撤去時(shí),模具受到鎖模力瞬間擠壓作用,脹模力短暫上升,隨后型腔內(nèi)熔體冷卻,脹模力逐漸降低變?yōu)榱恪H舨桓淖兤渌に噮?shù),延長(zhǎng)保壓時(shí)間直至澆口封凍,在保壓壓力撤去時(shí),脹模力不會(huì)出現(xiàn)瞬間增大的現(xiàn)象。
2. 2 基于脹模特性的注塑制品質(zhì)量衡量指標(biāo)
在脹模過程中,脹模量與鎖模力的變化趨勢(shì)相同,鎖模力隨著脹模量的增加而增加。對(duì)于三板肘桿式合模單元,如圖2,拉桿兩端與定模板、后模板可視為剛性聯(lián)接,模具在鎖模力的作用下被軸向壓縮,發(fā)生脹模時(shí),模具的壓縮量減小,動(dòng)定模板之間的距離增加,而后模板與動(dòng)模板之間由于曲肘連桿伸直,進(jìn)入自鎖狀態(tài),距離保持不變,從而在脹模過程中,拉桿隨著脹模量的增加而被拉伸,導(dǎo)致鎖模力增加,若忽略模板撓度變形,則拉桿伸長(zhǎng)量等于脹模量。因此,鎖模力的變化量可以反映脹模程度的大小。
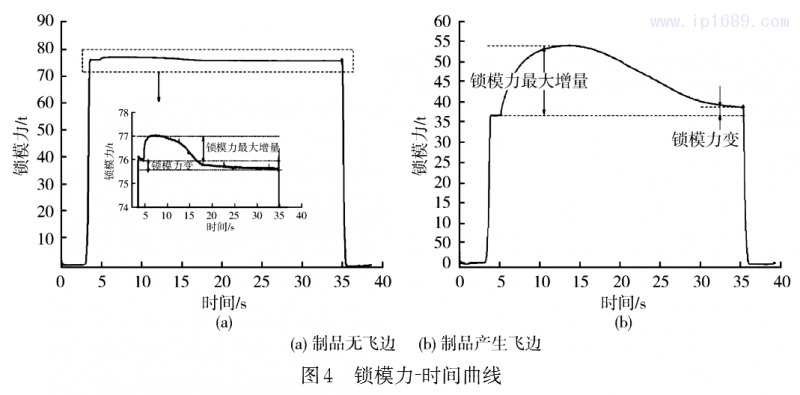
圖4(a)為制品無飛邊情況下的鎖模力隨時(shí)間變化的曲線,圖4(b)為制品產(chǎn)生飛邊情況下的鎖模力隨時(shí)間變化的曲線。與制品無飛邊的情況相比,制品產(chǎn)生飛邊時(shí),在脹模過程中,鎖模力明顯增大,峰值出現(xiàn)在保壓階段中的某一時(shí)刻。將鎖模力峰值與注射充填前的鎖模力值之差稱為鎖模力最大增量;達(dá)到峰值后,隨著模具型腔內(nèi)熔體逐漸冷卻,型腔壓力降低,脹模程度減小,在冷卻階段趨于定值,將冷卻末端鎖模力值與注射充填前的鎖模力值之差稱為鎖模力變,如圖4所示,鎖模力變的大小反映了注射充填前后模具型腔容積的變化程度,間接體現(xiàn)了進(jìn)入型腔的熔體質(zhì)量。與制品無飛邊情況相比,制品產(chǎn)生飛邊時(shí)冷卻末端鎖模力明顯大于注射充填前鎖模力值,這是由于過多的熔體被充入模腔,使得冷卻末端制品體積遠(yuǎn)大于充填前的型腔容積,相比于注射充填前,冷卻末端模具軸向壓縮量減小,模厚增加,導(dǎo)致拉桿被拉伸,鎖模力增大。
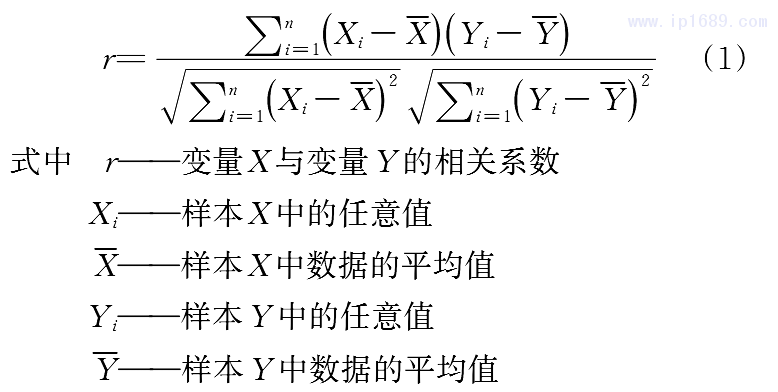
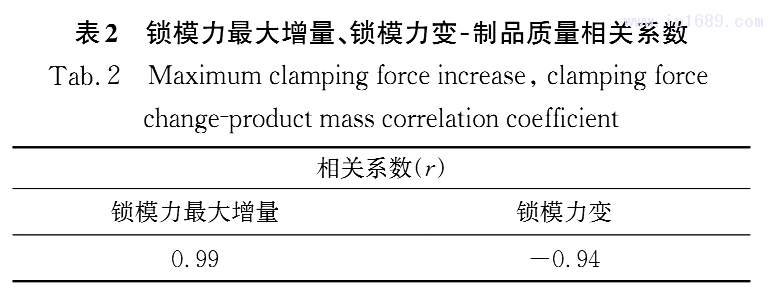
在制品無飛邊情況下,基于在不同鎖模力設(shè)定值下進(jìn)行試模采集的鎖模力和對(duì)應(yīng)制品質(zhì)量數(shù)據(jù),利用皮爾遜相關(guān)系數(shù)計(jì)算方法(式1),分別對(duì)鎖模力最大增量與制品質(zhì)量、鎖模力變與制品質(zhì)量的相關(guān)性進(jìn)行計(jì)算,結(jié)果如表2所示。
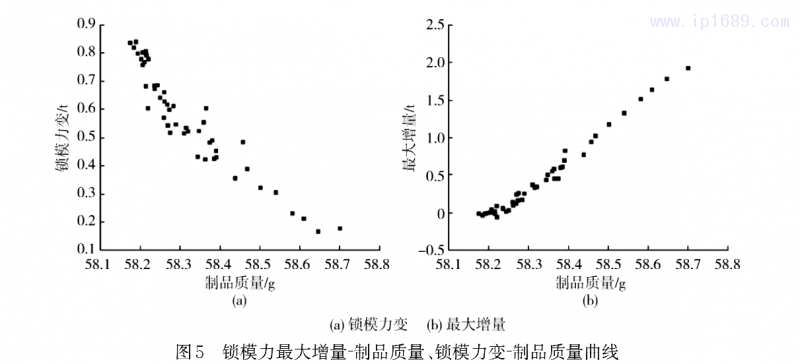
由皮爾遜相關(guān)系數(shù)的取值范圍可知,當(dāng)相關(guān)系數(shù)在0. 8~1. 0或-0. 8~-1. 0之間時(shí),2個(gè)變量為極強(qiáng)線性相關(guān)。因此由表2計(jì)算結(jié)果可知,在制品無飛邊產(chǎn)生時(shí),鎖模力最大增量、鎖模力變與制品質(zhì)量呈極強(qiáng)線性相關(guān),二者均可表征制品質(zhì)量。圖5為不同鎖模力設(shè)定值下鎖模力最大增量、鎖模力變的制品質(zhì)量曲線。
3 結(jié)論
(1)注射成型過程中,脹模發(fā)生于注射末端,在保壓過程中達(dá)到峰值后,隨著模具型腔內(nèi)熔體冷卻,脹模程度逐漸減小;
(2)由脹模引起的鎖模力變化量能夠反映脹模程度的大小;在制品無飛邊的情況下,鎖模力最大增量與制品質(zhì)量呈極強(qiáng)正線性相關(guān),鎖模力變與制品質(zhì)量呈極強(qiáng)負(fù)線性相關(guān);鎖模力最大增量與鎖模力變均可作為衡量注塑制品質(zhì)量的指標(biāo)。
參考文獻(xiàn):
[1]張攀攀,謝鵬程,華岱,等 . 不同鎖模機(jī)構(gòu)注塑機(jī)脹模特性的研究[J]. 中國(guó)塑料,2010,24(4):100-103.
[2]ZHANG P P,XIE P C,HUA D,et al. Experimental Study on Mold Separations of Plastic Injection[J]. Ad-vanced Materials Research,2009,87/88:64-68.
[3]張攀攀,謝鵬程,焦志偉,等 . 內(nèi)循環(huán)兩板式注塑機(jī)的脹模特性實(shí)驗(yàn)研究[J]. 塑料工業(yè),2010,38(2):36-38.
[4]CHEN Z B,TURNG L H. Adaptive online Quality Con-trol for Injection- Molding by Monitoring and Controlling Mold Separation[J]. Polymer Engineering and Science,2006,46(5):569-580.
[5] 華岱,謝鵬程,楊衛(wèi)民. 注塑機(jī)脹模特性的實(shí)驗(yàn)研究[J]. 塑料,2009,38(5):52-54.
[6]HUANG M S,NIAN S C,CHEN J Y. Influence of Clamping Force on Tie-Bar Elongation,Mold Separation,and Part Dimensions in Injection Molding[J]. Precision En-gineering-Journal of the International Societies for Precision Engineering And Nanotechnology,2018(51):647-658.
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













